Таблица пайки полипропиленовых труб и температура нагрева
Монтаж внутренних водопроводных магистралей горячей и холодной воды из полипропиленовых труб актуален для большого числа частных загородных домов и коммунальных квартир, при проведении работ участки трубопровода соединяют между собой методом пайки. Специалист, осуществляющий монтаж труб из полипропилена, обязан знать время нагревания соединяемых деталей, обычно в инструкции на сварочный аппарат приведены таблица пайки полипропиленовых труб и температура нагрева, при которой должен происходить данный процесс.
Помимо информации о временных и температурных параметрах спайки, для правильного проведения работ необходим качественный инструмент, изучение технологии монтажа с учетом особенностей различных марок полипропиленовых труб. Монтажнику понадобятся также знания не только о временных интервалах нагревания соединяемых деталей, но и о времени остывания спаянного узла, размерных параметрах фасок, оптимальной глубине вставки соединяемых элементов.

Рис. 1 ПП-трубы и фитинги для полипропиленовых труб
Что такое полипропиленовые трубы, их разновидности
Полипропилен (сокращенное обозначение ПП или ППР) — термопластичный, то есть изменяющий свои размерные параметры при разных температурах, полимер пропилена, получаемый его полимеризацией в присутствии металлосодержащих катализаторов, технология его изготовления близка к процессу производства полиэтилена низкого давления (ПНД). От химического состава используемого катализатора зависят физико-химические параметры полученного полипропиленового материала.
[quote]Чистый полипропилен имеет вид белого порошка или гранул, может выпускаться химически стабилизированным, в окрашенном виде.[/quote]
Трубы из полипропилена используют для прокладки холодного и горячего водоснабжения, тепловых сетей, обвязки котельного оборудования, установки стояков, прокладке канализации для отвода высокотемпературных стоков и агрессивных химических веществ промышленных предприятий.
Основные параметры полипропилена, влияющие на сферу его применения, имеют следующий вид:
- Полипропилен как термопластик при нагревании до высоких температур расширяется, к примеру длина трехметровой трубы увеличивается на 3 см.
- При температурных параметрах транспортируемой среды в 140 °С материал размягчается, ПП плавится при 170 °С, верхним порогом его рабочей температуры считается показатель в 120 °С.
- Эксплуатационный срок полипропилена достигает 50 лет.
- Материал боится прямого воздействия ультрафиолетового излучения, поэтому обычные трубы из полипропилена используют в закрытых помещениях или прокладывают в штробах, если в комнату проникает солнечный свет.
- Материал выдерживает давление до 25 бар.
- Трубы из полипропилена имеют толстую оболочку с низкой теплопроводностью — это обусловило основную сферу их применения в качестве трубопроводов подводки холодной и горячей воды, а также сделало нерациональной эксплуатацию в теплых полах.
- Наружный диаметр полипропиленовых труб, применяемых в индивидуальном домостроении, не превышает 110 мм, типовые размеры для прокладки водопроводных и отопительных трубопроводов — 20, 25, 32, 40 мм, в промышленном строительстве используют диаметры ПП труб 50, 63, 75, 90, и 110 мм.
- Цветовая гамма выпускаемых изделий — белого, серого, зеленого цветов (окрашенные изделия противостоят ультрафиолетовому излучению), для обозначения сферы применения в трубопроводах холодной и горячей воды на внешнюю оболочку изделий наносят полоски синего и красного цветов.

Рис. 2 Размерные параметры ПП-труб
По внутреннему устройству ПП трубы делят на:
- Однослойные, полностью состоят из полипропилена, обладают высокими характеристиками термического расширения и относительно низкой прочностью на разрыв при высоких давлениях.
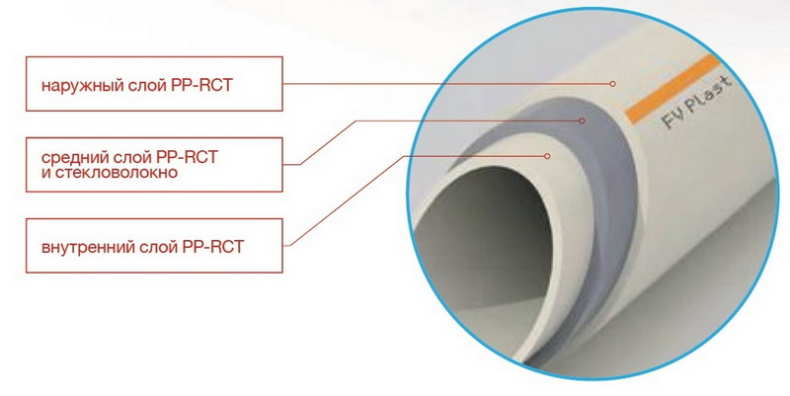
- Многослойные, представляют собой изделия, в которых между внутренней и наружной полипропиленовыми оболочками находится слой армирующего материала. В качестве среднего слоя используется сплошная или перфорированная алюминиевая фольга или стекловолокно, иногда применяют армирование композитом, состоящим из смеси полипропилена и стекловолокна.
В настоящее время одним из популярных типов полипропиленовых труб — являются двухслойные изделия, имеющие внутренний слой из алюминия.
Производители поставляют на рынок следующие разновидности ПП-труб:
PPH (РРН, РР-1) — гомополимер, являющийся чистым полимером с минимальным количеством модифицирующих его прочностные характеристики добавок, используется при изготовлении безнапорных трубопроводов большого диаметра для систем вентиляции, водоподачи и водоотвода.
PPR (ППР, PPRC, РР-3, PP-random) — статический сополимер, наиболее часто используемый при прокладке инженерных коммуникаций водоснабжения, отопления в индивидуальном домостроении, коммунальных квартирах, отличается высокой термостойкостью и сопротивляемостью ударным нагрузкам.
РРВ (РР-тип 2, РР-2) — блоксомер, обладающий повышенными физическими параметрами, используется в высоконапорных коммуникациях отопительных систем и подачи воды.
PPs (полифенилсульфид) — высокопрочный износостойкий полимер, обладающий повышенной устойчивостью к физическим нагрузкам, высоким температурам. Используется для прокладки промышленных и коммунальных коммуникаций холодного и горячего водоснабжения, отопления, диаметр труб может доходить до 1200 мм.

Рис. 3 Устройство армированных алюминием многослойных ПП труб
Напорные и температурные характеристики полипропиленовых труб имеют обратную зависимость — чем выше температура рабочего тела, тем ниже порог максимально удерживаемого давления, данная связь влияет на область применения ПП труб.
В маркировке полипропиленовых труб указаны их напорные характеристики, по этому параметру их разбивают на следующие группы:
PN-10 — номинальный показатель давления в 10 бар (10 атмосфер, 1 мПа), трубы используют для организации холодного водоснабжения, редко для монтажа теплых полов с температурой нагрева теплоносителя не более 45 °С.
PN-16 — трубы, рассчитанные на рабочее давление в 16 бар, используются для монтажа холодного и горячего водоснабжения с максимальной температурой рабочего тела + 60 °С.
PN-20 — эксплуатируются при рабочем давлении в 20 бар с температурой носителя 80 — 90 °С в системах с защитой от гидроударов.
PN-25 — изделия с рабочим давлением 25 бар используются в напорных теплосетях для транспортировки горячей воды и пара с температурой до 120 °С.

Рис. 4 Разновидности ПП труб
Технологический процесс сварки ПП
Сварка труб из полипропилена основана на способности данного типа пластика размягчаться при нагреве до определенной температуры, приобретая состояние, сходное с мягким пластилином. При плотном контакте двух расплавленных деталей происходит процесс взаимного проникновения (диффузии) материалов, в результате чего получается прочное соединение, по стойкости не уступающее целостной конструкции.
Существует два основных способа соединения полипропиленовых труб: стыковое и муфтовое. При первом варианте разогревают торцы деталей одновременно специальным дисковым паяльником, после чего соединяют их вместе, данная технология широко применяется при стыковке труб большого диаметра в промышленном строительстве.
Читайте так же: Крепление медных труб расстояние
При использовании в строительной отрасли для прокладки водопроводных и отопительных сетей полипропиленовых труб небольших диаметров (до 63 мм) стыковой метод абсолютно непригоден по следующим причинам:
- может быть реализована сварка полипропиленовых труб только одного диаметра;
- после стыковки внутри трубопровода образуется выпуклый шов, снижающий сечение проходного канала — это существенно повышает гидравлическое сопротивление трубопровода малого диаметра и снижает эффективность его использования, увеличивает вероятность засоров.
- соединение обладает меньшей прочностью, чем муфтовое.
Технология пайки с использованием муфт заключается в применении для стыковки труб переходной детали (отрезка обычной однослойной ПП трубы) с внутренним диаметром, соответствующим наружному соединяемых трубных отрезков. Для проведения работ специальным паяльником одновременно разогревают наружную поверхность трубы и внутреннюю переходной муфты, после чего детали быстро соединяют вручную. Аналогичную процедуру с нагреванием муфты и внешней трубной оболочки проводят со вторым стыкуемым отрезком. Понятно, что после вставки в муфту торцы обоих трубных отрезков почти соединяются встык без выпуклого шва, а если использовать переходник с разными диаметрами, то можно состыковывать трубопроводы любых размеров.

Рис. 5 Пайка пластиковых труб — технологический процесс
Инструмент для пайки полипропилена
Общепринятое техническое название данного типа инструмента — сварочный аппарат для пайки полипропиленовых труб, монтажники часто называют прибор утюгом для сварки.
Конструктивно аппарат состоит из следующих узлов и комплектующих:
Нагревательного элемента (ТЭНа), выполненного в виде плоской пластины с посадочными отверстиями, или стержня, в стандартном приборе имеются два ТЭНа, второй подключают при пайке труб больших размеров.
Корпуса с ручкой, на котором размещены две кнопки включения нагревательных элементов, два индикатора срабатывания (достижения ТЭНами заданной температуры) и регулятор со шкалой (иногда она дублируется диаметрами труб) для установки температурного режима, обычно температура паяльника не превышает 300 С. Решая, при какой температуре паять пластиковые трубы, опытные специалисты благодаря терморегулятору могут варьировать нагрев труб в широких пределах. К примеру, если стыковка происходит с некоторой задержкой, детали нагревают выше стандарта в 260 °С при соблюдении указанных в инструкции временных интервалов, а затем спаивают.
Комплекта насадок, применяемых при пайке полипропиленовых труб, их стандартные размеры 20, 25, 32, 40, 50, 63 мм, число в комплектации может варьироваться от 3 до 6 типоразмеров.

Рис. 6 Аппараты для сварки полипропиленовых труб
Различают две конструкции сварочных аппаратов:
- Мечевидной формы с плоским утюгом, агрегат имеет двустороннюю нагревательную платформу, в которой проделаны 3 сквозных отверстия. В них вставляется резьбовой болт и вкручиваются две насадки по разные стороны — гильза для разогрева наружной поверхности трубы меньшего диаметра и дорн для размягчения внутренней поверхности большей соединительной муфты.
- Стержневого типа, по внешнему виду напоминают женскую плойку для накручивания волос, на стержень может одновременно крепиться 3 насадки, выполненные в виде хомутов с фиксирующими болтами и имеющими гильзу и дорн для размягчения трубных ПП оболочек. Стержневые аппараты также оснащены двумя кнопками включения ТЭНов, светодиодными индикаторами режимов работы и терморегулятором.

Таблица пайки полипропиленовых труб и температура их нагрева
Одна из основных задач монтажника при проведении стыковочных работ — точно выдержать время сварки полипропиленовых труб. Отклонение от временных интервалов в ту или иную сторону, как правило, приведет к двум основным неприятностям:
- оболочки свариваемых труб недостаточно прогреются, в результате не произойдет диффузионное соединение и в процессе эксплуатации трубы расстыкуются – возникнет утечка воды и затопление помещения.
- Трубные оболочки перегреются и в месте стыка торцов образуется наплыв — это сузит проходной канал, увеличит гидравлическое сопротивление линии, приведет к финансовым потерям в индивидуальном водоснабжении или отоплении из-за плохой проводимости магистрали.
Любому монтажнику при проведении работ полезна таблица температур для пайки полипропиленовых труб, указывающая время нагрева оболочек паяльным прибором. Необходимость таблицы связана с тем, что трубы больших диаметров имеют более высокие площадь нагреваемой поверхности, массу и объем, соответственно для их прогрева в сравнении с небольшими изделиями при одинаковой температуре требуется больше времени.
При составлении таблицы основным критерием служила определенная экспериментальным путем оптимальная температура сварки полипропиленовых труб, равная 260 °С.

Рис. 8 Таблица пайки полипропиленовых труб
Также в инструкции на любой сварочный аппарат присутствует таблица, в которой отражено время пайки полипропиленовых труб в состыкованном положении. Аналогично времени нагревания трубных оболочек, время удержания соединенных деталей вместе также возрастает с увеличением их диаметров.
При проведении работ по пайке полезно знать, при какой температуре паять пластиковые трубы, ведь состояние окружающей среды существенно влияет на скорость остывания соединяемых деталей, и если воздух слишком холоден, табличные данные будут указывать некорректные значения. При проведении монтажных работ допустимой нижней температурной границей является показатель -10 °С, а оптимальной считается температура окружающей среды в помещении или на улице от 0 до +25 °С.
Последний показатель, который полезно знать монтажнику во время пайки пластиковых труб — глубина нагрева полипропиленовых деталей. В принципе она задана гильзой и дорном, имеющими соответствующую длину, поэтому при полном погружении стыкуемых трубных отрезков в насадки правильные размерные параметры будут соблюдены автоматически.
Пайка труб из полипропилена — поэтапная инструкция
Одно из основных преимуществ соединения полипропиленовых труб пайкой — скорость проведения монтажных работ, процесс стыковки и готовности к дальнейшему монтажу труб наиболее распространенного диаметра в 25 мм занимает не более 15 секунд. Чтобы сделать работы без лишних временных затрат, ответственно проводят все подготовительные операции и далее монтируют трубопровод, строго придерживаясь технологического процесса проведения операций.

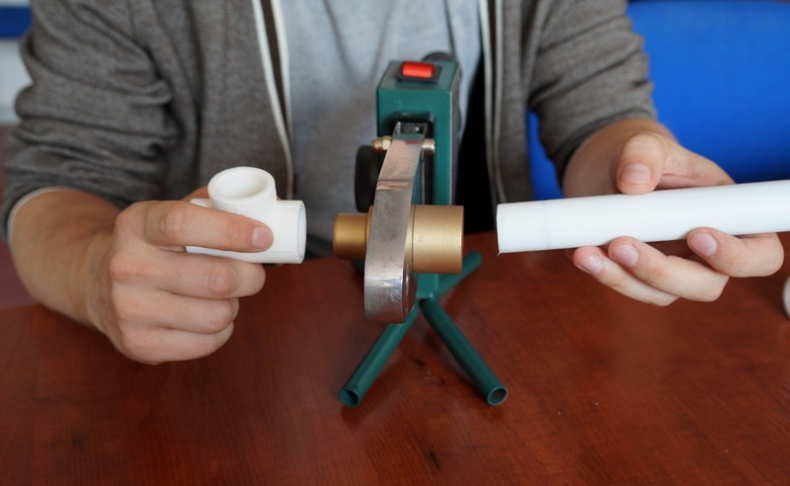
Рис. 9 Инструмент, с помощью которого сваривают ПП-трубы
1. Подготовка инструмента и комплектующих
Прежде чем паять полипропиленовые трубы, готовят комплектующие: трубные отрезки, тройники, угловые отводы, соединительные муфты, переходники с пластика на металл, вентильные запорные краны.
Для проведения работ понадобится паяльный утюг и комплект насадок, а также вспомогательный инструмент, некоторая часть которого входит в комплектацию прибора:
- Труборез, обычно для обрезки труб используют ножницы с предельно допустимым диаметром реза 40 мм, для больших размеров применяют более мощные ножницы или роликовые резаки.
- Рулетка для измерения размеров, маркер или карандаш для отметки длины на трубной оболочке.
- Перчатки для защиты рук от ожогов во время работы.
- Уровень для проверки горизонта при установке водорозеток.
- Отвертка или шестиганный ключ для фиксации насадок на нагревательном утюге.
Читайте так же: Переход через крышу для круглой трубы

Рис. 10 Основные этапы сварки ПП
2. Разметка и нарезка
Для удобства работы освобождают пространство посередине помещения и устанавливают стол на удобной высоте, все элементы раскладывают по периметру комнаты согласно схеме, после чего начинают их последовательную обрезку с пайкой. Если трубопровод проходит по периметру помещения, укладку начинают с торцевой стены — так удобнее проводить монтаж. Работы ведут в следующей последовательности:
- Отмеряют нужный отрезок трубы и ставят метку на ее поверхности маркером или карандашом, отступив от торца расстояние с учетом глубины нагрева.
- Обрезают трубу ножницами для полипропиленовых труб, стараясь точно выдержать угол под 90 градусов. Если инструмент остро заточен, то на внутренних стенках не будет заусенец и труба сохранит свою геометрию.
- Если труба на конце имеет небольшие неровности или заусеницы, то, в принципе, это не является большой проблемой, так как при нагреве трубы они все равно расплавятся.
Ни в коем случае не используйте различные фаскосниматели и зачистные инструменты при пайке неармированных труб, как пишут на многих сайтах, типа, для того, чтобы труба легче входила в нагревательную насадку паяльника. Если снять слой трубы, то при нагреве и соединении свариваемых частей, не будет достаточного количества расплавленного пластика для формирования правильного шва.

Рис. 11 Пайка ПП труб – основные этапы
3. Пайка
Для спайки полипропилена в основном используют паяльники с плоским утюгом, работы проводят в следующем порядке:
- Подсоединяют к аппарату две части насадки на винт с помощью шестигранного ключа, подключают его к сети и включают нагревательный элемент или оба ТЭНа нажатием клавиш.
- Выставляют терморегулятором необходимый температурный показатель, обычно ставится стандартная температура пайки полипропиленовых труб в 260 °С.
- После того, как индикатор поменяет свой цвет на зеленый, сигнализирующий о достижении ТЭНом заданной температуры нагрева, начинают пайку. Вначале лучше провести пробные работы на коротких обрезках труб, после определения оптимального времени выдержки (для этого используется таблица пайки полипропиленовых труб) приступают к сварке основного трубопровода.
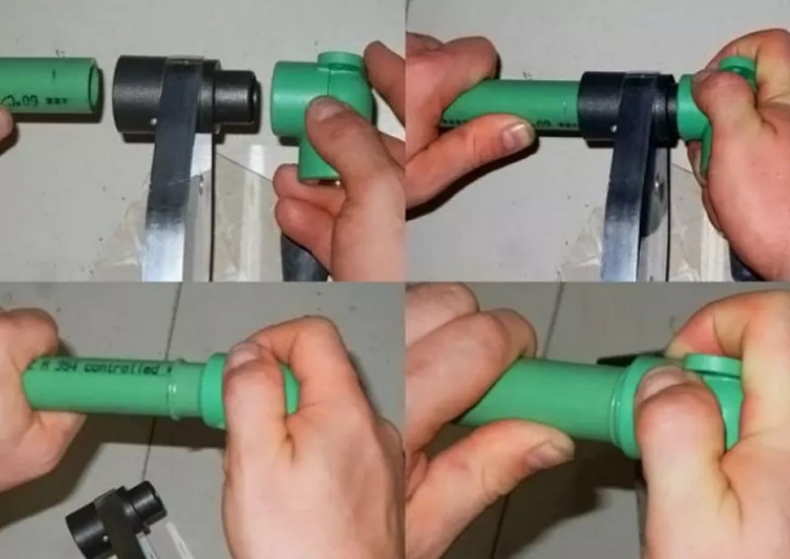
- Наружные или внутренние поверхности соединяемых деталей помещают одновременно с двух сторон в нагревательные муфты, стараясь выдерживать строго горизонтальное положение деталей, для удержания короткой муфты используют перчатки, идущие в комплекте. По истечении определенного времени детали быстро извлекают из паяльника и соединяют друг другом в строго зафиксированном положении, стараясь удержать их на одной оси в течение положенного времени.
- По истечении времени остывания узел готов к дальнейшей эксплуатации — впаивания в муфту второго трубного отрезка.

Рис. 12 Шейвера для снятия наружного армирования ПП труб и пример их использования
Нюансы при пайке труб полипропилена
Пайка пропиленовых труб требует определенных навыков и опыта, при проведении работ неопытным монтажникам следует учитывать некоторые нюансы:
- Армированные внутренней алюминиевой оболочкой полипропиленовые трубы требуют чуть большего времени нагрева, которое можно определить экспериментальным путем, проводя опыты по стыковке коротких обрезков.
- ПП трубы, армированные алюминием, расположенным под тонкой наружной оболочкой полипропилена требуют подготовки к пайке, необходимо снять этот алюминиевый слой на глубину соединения с фитингом, чтобы фольга не мешала при пайке. Для этого используют специальное приспособление для зачистки — шейвер, выпускаемый в нескольких вариантах: ручной и под дрель. Если приходится заниматься монтажом армированных алюминием ПП труб в больших объемах, лучше приобрести насадку для дрели (шуруповерта) — снятие алюминиевого слоя при ее использовании происходит быстрее и с более высоким качеством, чем у перфораторной модели.
- Если алюминиевая армировка расположена посередине между внутренней и наружной трубными стенками, обычно опытные сварщики трубу не зачищают. Но, если опыта не достаточно, то рекомендуется использовать зачистки для внутренней армировки — торцеватели. Их конструкция отличается от шейверов, упомянутых выше, наличием ножа, вырезающего фольгу изнутри с торцевой части трубы.

Рис. 13 Последовательность пайки армированных сверху фольгой ПП-труб

Как заварить трубу с водой – несколько проверенных вариантов. Если столкнулись с проблемой протечки стальной трубы, а возможности отключить воду нет, то на нашем сайте есть отдельная статья, рассказывающая про варианты сварки трубы под давлением с водой.
При проведении работ монтажники с малым опытом часто совершают следующие ошибки:
- Не очищают трубную оболочку стыкуемых деталей от грязи — данная ошибка приводит к плохой диффузии полипропилена и дальнейшей разгерметизации соединения.
- Не выдерживают угол среза в 90 градусов. Ошибка приводит к тому, что при вставке трубных отрезков в нагревательные насадки они не до конца погружаются и при монтаже между их торцами образуется слишком большой зазор – это ослабляет соединение и приводит к накоплению грязи в образовавшейся канавке.
- Стыкуют трубы в муфте слишком плотно или недостаточно глубоко, в первом случае образуется внутренний вал на стыке, снижающий диаметр проходного канала. Если трубы в муфте размещены друг от друга на слишком большом расстоянии, образуется внутренняя канавка и ухудшаются прочностные характеристики соединения.
- Не соблюдают прямой угол при стыковке деталей. При отсутствии контрольного инструмента выдержать прямой угол, точнее соосность соединения, довольно сложно начинающему монтажнику, перекосы вредно сказываются на качестве стыков и затрудняют монтаж длинных участков в заранее вырезанные прямые штробы.
- Недогревают или перегревают детали. В первом случае диффузия будет недостаточна, соединение в дальнейшем расслоится и появится течь, при перегреве трубных оболочек внутри появится сужающее проходное отверстие наплавление.
- Вращают или корректируют положение деталей в процессе сваривания. Данное нарушение технологии приводит к дальнейшей разгерметизации соединения.
- Не соблюдают временные интервалы при пайке, стыковке. Отклонения от рекомендованных табличных значений приводят к дефектам в виде перегрева или недогрева трубных оболочек, их расслоению и соответственно к некачественному соединению деталей.

Рис. 14 Как не нужно сваривать полипропиленовые трубы
При проведении работ по монтажу полипропиленового трубопровода один из основных критериев качества — точное время и температура пайки, первый параметр задается табличными данными в инструкции на сварочный прибор. Оптимальная температура при сварке полипропиленовых труб принимается равной 260 °С, с учетом этих температурных параметров по таблицам определяют, сколько секунд необходимо удерживать детали в нагревательных муфтах, а также минимальное время их остывания после стыковки.
Одним из этапов строительства частных домов и квартир является монтаж коммуникаций, отвечающих за подачу воды или отвод стоков. Сборка труб из полипропилена гораздо проще, чем установка металлических конструкций. Для их состыковки используют фитинги, привариваемые с помощью специализированного оборудования — утюга.
В предложенной нами статье описана технология выполнения соединений, приведена нормативная температура пайки полипропиленовых труб. Мы расскажем о подготовительных мероприятиях, необходимых для производства прочных и герметичных сочленений. С учетом наших советов вы без проблем соберете трубопровод.
Содержание статьи:
- Пайка как способ соединения PPR труб
- Что нужно знать о полипропиленовых трубах?
- Технологическое описание процесса пайки
- Стандартные температурные параметры
- Подробная инструкция по монтажу
- Этап #1 — подготовка специальных инструментов
- Этап #2 — разметка и нарезка труб
- Этап #3 — соединение элементов и нагрев
- Выводы и полезное видео по теме
Пайка как способ соединения PPR труб
В процессе сварки важно все: диаметр, температура пайки ПП изделий, время воздействия сварочного аппарата. Но для начала нужно познакомиться с азами технологии и научиться пользоваться инструментами.
Приступать к процессу пайки нельзя, не определив тип и размеры материала. Предлагаем ознакомиться с полезной информацией, которая поможет правильно подобрать полипропиленовые трубы и фитинги, а также произвести их монтаж, зная нюансы и последовательность процесса.
Что нужно знать о полипропиленовых трубах?
Технологию сварки (или пайки – оба термина одинаково применимы) обеспечивают свойства полипропилена – технического полимера универсального назначения. Он легкоплавкий, но после остывания и отвердевания возвращает характеристики прочности и герметичности.
Трубы отличаются диаметром, толщиной стенки, цветом, характеристиками. Благодаря разбросу диаметров –16-110 мм – можно внедрить любое техническое решение.

Для благоустройства частных владений применяют изделия небольшого диаметра, чаще всего до 40 мм, реже – до 63 мм. Остальные трубы относятся к магистральным и имеют свои особенности монтажа
На окраску полимера можно не обращать внимания, так как он выбирается производителем по своему усмотрению, однако цвет полосок имеет значение:
- синие – для холодного водоснабжения;
- красные – для горячего водоснабжения и отопления.
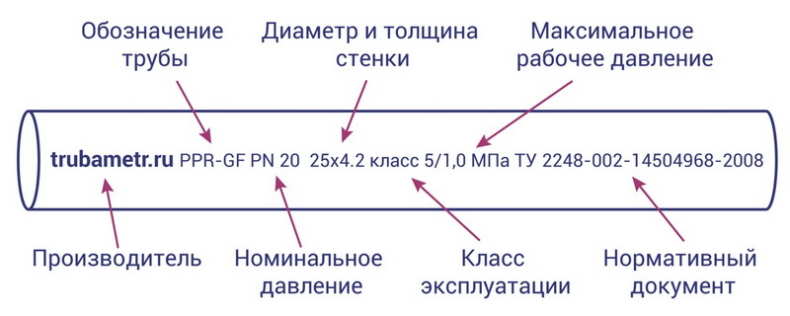
Однако основная информация, на которую следует опираться при покупке и пайке труб, указана на маркировке. Полипропиленовый трубный материал обозначается буквенными сочетаниями PPR, PP-H, PP-B, PPRC.

Схема, с помощью которой можно расшифровать маркировку. Буквенно-цифровые сочетания сообщают о типе трубы, диаметре, толщине стенки, допустимом давлении – то есть о значениях, принципиально важных для пайки
Классификация по номинальному давлению, максимально допустимому для монтажа в конкретных условиях, помогает подобрать изделия для систем домашнего или промышленного назначения.
Исходя из этого выделяют 4 типа труб PPR:
- PN-10 (с номиналом 1,0 МПа) – предназначены для транспортировки холодной воды. Иногда их используют для устройства теплого пола, при условии, что теплоноситель не нагреется свыше +45 °С.
- PN-16 (с номиналом 1,6 МПа) – используются для сборки систем горячего/холодного водоснабжения. Максимально допустимая температура – +60 °С.
- PN-20 (с номиналом 2,0 МПа) – выдерживают температуру до +80-90 °С в трубопроводах, защищенных от гидроударов.
- PN-25 (с номиналом 2,5 МПа) – подходят не только для автономного, но и для централизованного водоснабжения. Рекомендуемая максимальная температура – +95 °С, но выдерживают и выше.
Лучше переплатить и приобрести надежные трубы с чуть превосходящим значением, чем сэкономить и взять материал, ограниченный температурными параметрами.
При изготовлении труб применяется принцип: чем выше температура теплоносителя и давление в системе, тем толще стенки.

Таблица, с помощью которой, зная наружный диаметр трубы, можно определить толщину стенки и внутренний диаметр. При этом имеет значение и тип изделий по номинальному давлению
Это минимальные знания, которые нужны для правильного применения PPR труб. Переходим к краткому описанию процесса.
Технологическое описание процесса пайки
Существует два вида пайки полипропилена – стыковой и муфтовый. Первый практически не используется для устройства домашних коммуникаций, так как отличается сложной технологией и применяется исключительно для соединения магистральных труб большого диаметра.

В условиях коттеджа или квартиры применяют муфтовую сварку, идеально подходящую для соединения отрезков труб/фитингов диаметром от 16 мм до 63 мм
Принцип сварки заключается в том, что два отрезка трубы, примерно равные по диаметру и толщине стенки, нагреваются специальным инструментом и соединяются раструбным способом.
Главная особенность: муфта в холодном состоянии должна быть немного меньше по диаметру.

Схема поэтапной пайки PPR труб: 1 этап – соединение деталей и паяльника (сварочного аппарата); 2 – нагревание до необходимой температуры; 3 – герметичный узел
При нагревании образуется зона оплавления полимера. Важно, чтобы она охватила только рабочие, примыкающие друг к другу поверхности.
Здесь важно быстро снять детали с инструмента и соединить их между собой, благодаря чему и происходит сращивание двух отрезков в один с последующей полимеризацией. От времени, затраченного на процесс нагрева, и правильно выбранной температуры зависит надежность соединения.
Стандартные температурные параметры
И перегрев, и недостаточное нагревание плохо сказываются на результате сварки. В первом случае произойдет деформация элементов, наплыв валика, уменьшение внутреннего диаметра. В дальнейшем в зонах неровных стыков возможно образование накипи и пробок.
Во втором случае соединение будет слабым, а из-за недостаточной герметичности останется риск возникновения течи.

Примеры некачественного соединения труб: внутренние и внешние наплывы полипропилена, деформация стенок, разрыв. Такой водопровод в эксплуатацию запускать нельзя
Именно из-за риска прорыва трубопровода необходимо соблюдать технику сварки и обязательно учитывать такие параметры, как:
- диаметр свариваемых изделий;
- время нагрева и остывания;
- температуру оборудования;
- температуру окружающей среды.
Считается, что процесс сварки ПП труб нецелесообразно проводить при температуре ниже -10 °С, верхний предел +90 °С. Наиболее благоприятной является температура внешней среды от 0 °С до +25 °С. Для удобства запоминания необходимые значения температуры и времени свели в одну таблицу.

Таблица технологических значений, оптимальных при температуре окружающей среды +20 °С. Для домашнего монтажа достаточно запомнить параметры для труб диаметром 16-63 мм
Если температура воздуха в помещении или на улице ниже +5 °С, время нагрева увеличивают примерно на 50%, то есть в два раза. Значение температуры нагрева везде одинаковое – +260 °С. Допустимым является диапазон +255-280 °С.
Интересно то, что выбор параметра не зависит от диаметра трубы – и для 16-миллиметровых, и для 50-миллиметровых используются одни и те же значения. Меняются только временные отрезки. По этой причине температуру сварки полипропиленовых фитингов и труб в технологических таблицах обычно не указывают.
Подробная инструкция по монтажу
Процесс пайки происходит быстро. В этом можно убедиться, проанализировав данные, размещенные в таблице. Например, чтобы соединить два элемента диаметром 20 мм, при комнатной температуре потребуется 5 секунд на нагрев, еще 4 секунды на соединение, затем 180 секунд на остывание. Итого – 3 минуты 9 секунд.
В связи с этим важно отработать все движения, чтобы в процессе стыковки уже нагретых элементов не происходило заминки. Рассмотрим нюансы каждого этапа монтажа полипропиленовых труб в отдельности.
Этап #1 — подготовка специальных инструментов
Для пайки в домашних условиях потребуется оборудование, предназначенное только для сварки полипропиленовых деталей – труб, уголков, муфт, тройников, заглушек.
Галерея изображений
Фото из
Утюг для сварки полипропилена
Шейвер для удаления армирования
Есть смысл приобретать новый инструмент, если планируется сборка системы водоснабжения «с нуля» с дальнейшим обслуживанием. Для разовых работ оборудование можно арендовать утюг для сварки ПП труб или взять на время у знакомых. Кроме специальных инструментов потребуются уровень, маркер, линейка или рулетка.
Этап #2 — разметка и нарезка труб
Нарезку труб производят предварительно, до начала первой пайки. Рекомендуем подготовить все элементы и сложить их согласно составленной схеме. Она является частью проекта по монтажу отопительной системы или водопровода.

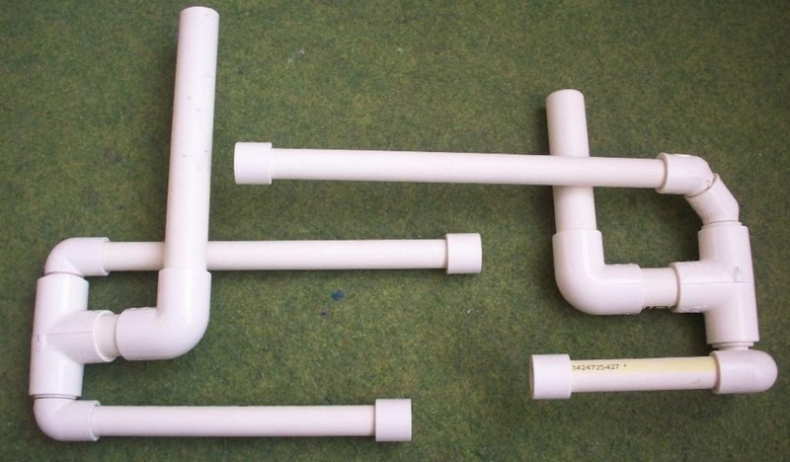
Часто разводка труб представляет собой сложную систему прямых и поворотных участков. Сборку производить легче, когда небольшие отрезки труб первоначально соединены фитингами в отдельные узлы
Отмеряем отрезки труб нужной длины, аккуратно отрезаем их труборезом. Затем подбираем подходящие по диаметру фитинги – чаще всего это соединительные муфты, тройники и уголки. Если элементы армированные, снимаем алюминиевую прослойку.
В результате края деталей, которым предстоит сварка, должны быть идеально ровными, отрезанными перпендикулярно оси трубопровода, очищенными и обезжиренными.
Этап #3 — соединение элементов и нагрев
Устанавливаем аппарат, подбираем муфты и дорны нужного диаметра. Включаем его в сеть и нагреваем, так как уже знаем, при какой оптимальной температуре следует паять полипропиленовые трубы – +260 °С. Именно она указана в инструкциях по эксплуатации паяльников.
Обратите внимание, что некоторые производители выпускают аппараты со шкалой до +320 °С. Это не значит, что нужно производить нагрев до максимума. Внимательно прочитайте инструкцию – там указаны условия, при которых допустимы высокие значения нагрева.
На концах деталей, которые необходимо соединить, делаем отметки, обозначающие глубину нагрева. Еще раз проверяем, чтобы рабочие поверхности были сухими и обезжиренными, так как влага или скользкая поверхность могут стать причиной разгерметизации соединения.

Одновременно задействуем обе детали: конец трубы вставляем в муфту до поставленной метки, а соединительный элемент надеваем на дорн до упора
С момента установки деталей начинаем отсчет секунд – согласно значениям, указанным в таблице. Спустя положенное время снимаем детали, быстро вставляем трубу в фитинг – до той же отметки. Стараемся расположить детали соосно, на поправку положения дается всего пара секунд. Перекосов и проворачиваний элементов допускать нельзя!
Удерживаем узел в правильном положении, пока не произойдет полимеризация. Обычно это 3 минуты или более – время остывания проверяем по таблице. Остывшие и правильно проваренные детали представляют собой неразъемное соединение, герметичное и прочное.
Поочередно свариваем ключевые узлы, чтобы затем собрать и сварить их между собой уже по месту монтажа контура отопления, канализационной или водопроводной разводки.
Выводы и полезное видео по теме
Видео #1. Технология пайки PPR труб:
Видео #2. Разбор часто встречающихся ошибок:
В интернет-пространстве размещено огромное количество мастер-классов по пайке труб из полипропилена. Некоторые из них сняты неквалифицированными любителями, поэтому советы по технике сварки и выборе температуры могут оказаться ложными.
Лучше остальных возможности сварочного аппарата известны производителю, поэтому перед началом пайки обязательно изучите инструкцию – это защитит вас от технического брака и непрофессиональных советов.
Расскажите о собственном опыте в сборке полипропиленового трубопровода и в выполнении соединении пайкой. Поделитесь технологическими тонкостями, которые могут пригодиться посетителям сайта. Оставляйте, пожалуйста, комментарии в находящемся ниже блоке, задавайте вопросы, публикуйте фото по теме статьи.
На чтение 9 мин Просмотров 7.1к. Опубликовано 24.08.2021
Важным этапом строительства и ремонта является монтаж канализации и водопроводов. Сборка разводки с помощью полипропиленовых труб значительно упрощает и ускоряет этот процесс.
Прочитав эту статью Вы узнаете, как правильно выбрать трубы для монтажа, какая температура нужна при пайке полипропиленовых систем, время пайки, какие инструменты нужны. Выполнив все рекомендации, Вы получите качественные и долговечные соединения и сможете самостоятельно собрать водопровод.
Содержание
- Пайка полипропиленовых труб
- Что нужно знать о полипропиленовых трубах
- Процесс пайки ПП
- Как правильно паять полипропиленовые трубы (видео)
- Таблица пайки и температура их нагрева
- Как выбрать качественную полипропиленовую трубу
- Топ лучших производителей пп систем
- Подробная инструкция по монтажу
- Подготовка специальных инструментов
- Разметка и нарезка труб
- Соединение элементов и нагрев
- Ошибки при выполнении пайки
Пайка полипропиленовых труб

С момента появления на рынке полипропиленовых конструкций, многие мастера вздохнули с облегчением. Пайка ПП, оказалась на порядок быстрее и надежнее чем сварка металла. Собрать водопровод или отопление стало возможным за один день.
Это привело к тому, что многие «мастера» начали этим заниматься. Из-за незнания всех важных особенностей пайки, часто получались не качественные соединения.
Для того чтобы водопровод или отопление прослужили долго и не приносили хлопот, необходимо соблюдать все технологические процессы во время пайки. Учитывать температуру нагрева, время сварки, правильно выбрать тип систем.
Что нужно знать о полипропиленовых трубах

Сегодня производителями выпускаются трубы различного диаметра, цвета, которые отличаются характеристиками. На что сразу необходимо обратить внимание при покупке — это цвет полос. Для монтажа водопровода используется трубы с синей полоской, с красной применяются для отопления и подачи горячей воды.
Может Вам будет интересна статья «Как правильно подключить УЗО: схемы, варианты подключения к однофазной и трехфазной сети» Перейти>>
Большой выбор диаметра – от 16 до 110 мм, позволяет собирать различные варианты систем водоснабжения и отопления. Для дома и квартир используются образцы от 20 до 32 мм.
При выборе ПП системы для монтажа и пайки, необходимо ориентироваться на маркировку указанную производителем.

Ниже приведена таблица диаметра и толщины в зависимости от маркировки.
| Наружный диаметр трубы, мм | Тип полипропиленовых труб | |||||||
| PN — 10 | PN — 16 | PN -20 | PN -25 | |||||
| D прохода, mm | Толщина стенки, mm | D прохода, mm | Толщина стенки, mm | D прохода, mm | Толщина стенки, mm | D прохода, mm | Толщина стенки, mm | |
| 16 | — | — | 11,6 | 2,2 | 10,6 | 2,7 | — | — |
| 20 | 16,2 | 1,9 | 14,4 | 2,8 | 13,2 | 3,4 | 13,2 | 3,4 |
| 25 | 20,5 | 2,3 | 18 | 3,5 | 16,6 | 4,2 | 16,6 | 4,2 |
| 32 | 26 | 3 | 23 | 4,4 | 21,2 | 5,4 | 21,2 | 3 |
| 40 | 32,6 | 3,7 | 28,8 | 5,5 | 26,6 | 6,7 | 26,6 | 3,7 |
| 50 | 40,8 | 4,6 | 36,2 | 6,9 | 33,2 | 8,4 | 33,2 | 4,6 |
| 63 | 51,4 | 5,8 | 45,6 | 8,4 | 42 | 10,5 | 42 | 5,8 |
| 75 | 61,2 | 6,9 | 54,2 | 10,3 | 50 | 12,5 | 50 | 6,9 |
| 90 | 73,6 | 8,2 | 65 | 12,3 | 60 | 15 | — | — |
| 110 | 90 | 10 | 79,6 | 15,1 | 73,2 | 18,4 | — | — |
Производят четыре типа полипропиленовых систем:
- PN-10. Используются при монтаже водопровода. Реже для обустройства теплого пола, с температурой теплоносителя не более 45 градусов. Номинальное давление — 10 Атм.
- PN-16. Можно применить при обустройстве холодного и горячего водоснабжения. Максимальная температура воды – 60 градусов. Номинальное давление — 16 Атм.
- PN-20. Может использоваться для монтажа автономного отопления. Максимальная температура теплоносителя – 90 градусов. Номинальное давление — 20 Атм.
- PN-25. Применяется для обустройства централизованного водопровода и отопления. Максимальная температура теплоносителя – 95 градусов. Номинальное давление — 25 Атм.
Для монтажа бытового водопровода и отопления рекомендуется использовать ПП марки PN-20.
Процесс пайки ПП
Процесс пайки полипропиленовых систем не является сложным. Сварка или пайка происходит между трубой и различными фитингами (угол, муфта, тройник). С помощью специального паяльника нагревается фитинг изнутри и наружная часть трубы.

В процессе нагрева образуется участок оплавленного пластика. Прогреваются детали одновременно, и одинаковое количество времени. Затем снимаются с паяльника и стыкуются.
Может Вам будет интересна статья «Канализация для частного дома: этапы строительства, какой септик выбрать» Перейти>>
Соединить детали нужно быстро, в течение нескольких секунд. Иначе полимер твердеет и что-либо исправить невозможно.
Как правильно паять полипропиленовые трубы (видео)
Таблица пайки и температура их нагрева
Качество пайки зависит от температуры и времени нагрева. Очень важно соблюдать необходимые температурные параметры. Плохо влияет на качество соединения, как перегрев, так и недостаточное нагревание.
- Перегрев ведет к деформации, уменьшению проходимости.
- Не достаточное нагревание ослабляет соединение, что может привести к образованию течи.
Перед Вами таблица температур и времени пайки полипропиленовых труб:
| Диаметр трубы, mm | Время нагрева, с | Время сварки, с | Время охлаждения, мин | Глубина плавления, mm |
| 16 | 5 | 4 | 3 | 13 |
| 20 | 5 | 4 | 3 | 14 |
| 25 | 7 | 4 | 3 | 15 |
| 32 | 8 | 4 | 4 | 17 |
| 40 | 12 | 6 | 4 | 20 |
| 50 | 18 | 6 | 5 | 23 |
| 63 | 24 | 6 | 6 | 26 |
| 75 | 30 | 8 | 8 | 28 |
| 90 | 40 | 8 | 8 | 33 |
| 110 | 50 | 10 | 10 | 39 |
Температура пайки полипропиленовых систем для всех диаметров одинакова и ровна примерно 260°С.
Следующий важный температурный параметр для получения качественной пайки – это температура окружающей среды. Рекомендуется выполнять соединение при температуре от 0° до 25°С.
При температуре воздуха ниже 5 °С необходимо увеличить время нагрева в полтора раза.
Еще одно значение, которое необходимо знать при сварке — это глубина плавления. При монтаже, выполняя замеры, проще измерить длину от фитинга до фитинга. Например, между двумя углами расстояние 110 мм, то необходимо отрезать трубу длинной – 110 мм + 2*14 мм, получим длину 138 мм.
Таблица глубины плавления ПП:
| Диаметр трубы, mm | 16 | 20 | 25 | 32 | 40 | 50 | 63 | 75 | 90 | 110 |
| Глубина плавления, mm | 13 | 14 | 15 | 17 | 20 | 23 | 26 | 28 | 33 | 39 |
Как выбрать качественную полипропиленовую трубу
Если вы решили произвести монтаж водопровода или отопления полипропиленовыми трубами, то важным этапом является правильный выбор. Когда есть знакомые мастера, то лучше спросить у них совета, что лучше выбрать и где купить.
Может Вам будет интересна статья «Установка унитаза своими руками: пошаговая инструкция подключения» Перейти>>
Или изучить имеющийся ассортимент продукции на сайте производителя. При покупке в магазине, обращайте внимание на цвет, название фирмы, эмблемы, расположение маркировки. Если найдете несоответствие, то это подделка.
Трубы и фитинги имеют ровные поверхности. Отсутствуют наплывы и впадины. Толщина стенок должна быть одинакова.
Не покупайте фитинги и полипропиленовые трубы разных фирм!
Топ лучших производителей пп систем
Перед вами рейтинг производителей полипропиленовых систем 2021 составленный, по отзывам специалистов. По их мнению, эта продукция является лучшей по качеству и надежности.
Российские торговые марки.

Зарубежные бренды.

Подробная инструкция по монтажу
Очень важно при пайке ПП для водопровода или отопления заранее просчитать все этапы монтажа. Выполнить точные измерения, последовательность сварки.
Процесс пайки происходит очень быстро, и если, допущена ошибка, то исправить ее можно только демонтажем всего неправильного участка.
Рассмотрим все этапы подробнее.
Подготовка специальных инструментов
Специальным инструментом для сварки является паяльник или «утюг». Если Вы находитесь на этапе строительства нового дома, то имеет смысл купить себе такой инструмент. Рекомендуется выбирать ручной паяльник в комплект, которого входят насадки покрытые тефлоном. Для домашнего использования достаточно набора с насадками до 40 мм.

Паяльник находится в удобном кейсе. В комплект для бытового пользования входят:
- насадки для пайки пп, диаметром от 16 до 40 мм;
- подставка для паяльника;
- ножницы, для нарезки ПП;
- рулетка.
Если Вы собираетесь воспользоваться им один раз, то можно попросить у друзей или арендовать паяльник на время.
Также понадобятся:
- строительный уровень;
- перфоратор или ударная дрель, для монтажа пластиковых кронштейнов;
- карандаш или маркер.
Разметка и нарезка труб

До начала пайки необходимо выполнить нарезку труб. Для точного измерения отрезков найдите расстояние между фитингами и добавляйте глубину пайки с двух сторон. Удобно все измерения выполнять с помощником.
Для муфты добавлять длину не нужно.
Выполните нарезку, подготовьте все необходимые элементы и сложите схему. Отметьте маркером положение углов, тройников в схеме. При сварке, можно случайно изменить положение и соединить дальше по схеме не удастся.
Если это произошло, то необходимо отрезать трубу в любом месте и соединить их муфтой. Поэтому при покупке пп системы муфты необходимо покупать с запасом.
Детально продумывайте последовательность пайки элементов.
Зачищаем края деталей. Они должны быть ровно отрезанными, чистыми, сухими. При креплении на стену, заранее крепятся кронштейны нужного диаметра. Если монтаж подразумевает размещение нескольких параллельно идущих трубопроводов, то лучше приобрести кронштейн с зацепом друг к другу.

Соединение элементов и нагрев
Когда все подготовлено, можно приступать к пайке всех элементов. Установите паяльник на специальную подставку. Закрепите насадку нужного диаметра. Если их необходимо несколько, в начале крепим насадки меньшего диаметра, затем большего. Установите температуру +260 °С и включите его.
Начинайте паять строго по составленной схеме и последовательности.
После достижения нужной температуры, сработает реле и питание отключится. Не надо его отключать от сети, температура будет поддерживаться автоматически.

Для сварки двух элементов одновременно нагреваем их с помощью паяльника. Отсчитываем время согласно диаметру элементов. По истечении времени быстро вынимаем детали и соединяем их вместе. На поправку положения есть несколько секунд. Поэтому очень важно заранее отметить положение элементов.
Как только выбрали правильное положение, зафиксируйте его на несколько секунд, этого будет достаточно, чтоб узел не поменял своего положения. После остывания получится прочное, герметичное соединение.
Может Вам будет интересна статья «Дефлектор вентиляционный: 7 популярных моделей» Перейти>>
Последовательно свариваем все узлы строго по составленной схеме. Крепим трубы на стене с помощью кронштейнов.
Ошибки при выполнении пайки
О некоторых ошибках, которые допускают не опытные мастера, мы уже говорили. Вспомним их и дополним этот список еще несколькими распространёнными ошибками, встречающиеся при пайке.

- Перегрев. Приводит к деформации элементов при пайке и уменьшению канала. Образуются наплывы, из-за которых засоряется трубопровод.
- Недостаточное нагревание приводит к неплотному соединению и появлению течи. Строго соблюдайте время пайки.
- Медленно выполняется процесс пайки, в результате пайка не выполняется на нужную глубину. Необходимо соблюдать временные интервалы, указанные в таблице.
- Не достаточное усилие, также может повлиять на не большую глубину спайки. В результате соединение будет не герметичным и даст течь. Отмечайте маркером нужную длину входа.
- Слишком большое усилие прикладывать тоже не нужно. Глубина входа будет слишком велика, что приведет к сужению канала и плохой проходимости.
- Используйте при сварке те фитинги, которые не уменьшают диаметр при пайке. Например «накидная гайка» уменьшает канал. Лучше использовать «американку», она дороже, но эффективнее.
- Используйте при пайке водопровода или отопления системы одной фирмы, не допускайте смешивания.
- Используйте полипропиленовые системы согласно маркировке. Не стоит экономить и монтировать отопление, используя ПП для холодной воды.
- Также не стоит экономить при покупке ПП систем, выбирайте проверенные фирменные магазины, в которых Вам могут дать гарантию качества.
Надеемся, Вы нашли ответы на свои вопросы. Если не, то оставьте комментарий, мы постараемся Вам помочь.
Если статья Вам оказалась интересной и полезной, поделитесь с ней со своими друзьями в социальных сетях.

Правильная температура пайки полипропиленовых труб позволяет получить герметичное неразъемное соединение при монтажа трубопровода.
Применение технологии пайки ппр-труб для прокладки трубопроводов экономически оправдано за счет невысокой стоимости соединения и сокращения времени монтажных работ.
Свойства полипропиленовых труб
Паять полипропиленовые трубы возможно благодаря свойствам полипропилена.
Полипропилен синтезируют из пропилена каталитической реакцией полимеризации. В настоящее время полипропилен является самым востребованным пластиком, который применяется для производства волокон.
Из полипропилена изготавливаются пленки, профили, листы, трубы, части машин и механизмов, а также готовые изделия для конечных потребителей!
Полипропилен экологически безопасен и не выделяет вредных веществ в окружающую среду.
Полипропилен безопасен для человека, используется для изготовления продукции, контактирующей с пищей.
При неправильном применении полипропилен может выделять формальдегид, опасное для организма человека вещество!
Температура плавления полипропилена составляет 160-165 градусов Цельсия.
Полипропилен обладает легким весом 0,9-0,95 г/куб. см.
Полипропилен обладает стойкостью к химическим воздействиям, низкой чувствительностью к микроорганизмам.
Полипропилен горючий материал!
Для улучшения свойств в состав полипропилена могут вводится химические добавки и наполнители.

Трубы из полипропилена отличаются:
- Высокой прочностью.
- Низкой электропроводностью.
- Низкой теплопроводностью.
- Высокой пластичностью.
- Устойчивостью к агрессивным химическим средам.
Полипропиленовые трубы:
- Используются в широком диапазоне температур от -15 до +140 градусов Цельсия.
- Имеют широкий диапазон эксплуатационных диаметров от 10 до 125 мм.
- Доступны для нескольких способов монтажа.
Диаметр прохода и толщина стенки основных используемых труб PN 10, PN 16, PN 20, PN 25 приведены в таблице.

Пайка полипропиленовых труб
При пайке или сварке полипропиленовых труб подготовленные стыки соединяемых отрезков нагреваются до температуры изменения агрегатного состояния и соединяются.
Температура паяльника для пайки полипропиленовых труб подбирается по расплавлению соединяемых частей труб!
При стыковке молекулы полимеров соединяемых изделий смешиваются. В месте стыка образуется монолитное наплавление.
После соединения изделие охлаждается!
При пайке полипропиленовых труб используются две технологии.
Стыковая сварка
При стыковой сварке подготавливаются и разогреваются торцевые поверхности труб. При достижении заданных параметров нагрева трубы плотно соединяются. Соединение происходит за счет смешивания полимеров стенок стыкуемых труб.
Стыковое соединение применяется для труб диаметром более 60 мм и толщиной стенки более 4 мм.

Температура для сварки полипропиленовых труб стыковым соединением устанавливается в диапазоне 260-300 градусов Цельсия.
Для стыкового соединения применяется специальный сварочный аппарат, обеспечивающий центровку соединяемых труб!
Муфтовая пайка
При диффузионной или муфтовой пайке используются специальные соединительные муфты.
Аппаратом для пайки производится одновременный нагрев внешней поверхности трубы и внутренней поверхности соединительной муфты. По достижении температуры пайки элементы снимаются со сварочного аппарата и соединяются между собой раструбным способом.
Диффузионная пайка применяется для полипропиленовых труб диаметром от 16 до 60 мм.
Стандартная температура пайки полипропиленовых труб при диффузионной пайке составляет 260 градусов Цельсия.
Для диффузионной пайки применяется специальный паяльный аппарат, схожий по конструкции с паяльником!
На массивном нагревательном элементе паяльного аппарата фиксируются тефлоновые насадки.

Насадка в форме дорна нагревает внутреннюю часть соединительной муфты, а насадка в форме гильзы нагревает наружную часть трубы.
Аппараты для пайки полипропиленовых труб называют паяльником или утюгом!
Соединение обеспечивает герметичность шва при соблюдении технологии пайки, в том числе температуры нагрева трубы.
Параметры пайки
Основными параметрами пайки полипропиленовых труб является температура нагрева, время нагрева, время сварки, время остывания, диаметр соединяемых труб.
Температура пайки полипропиленовых труб
При какой температуре паять пластиковые трубы?
Свод правил по проектированию и строительству СП 40-101-96 предусматривает параметры соединения полипропиленовых труб.
Стандартная температура пайки полипропиленовых труб составляет 260 градусов Цельсия. Допускаются отклонения от стандартной температуры в 2 градуса.
Аппарат для пайки пп-труб разогревает соединяемые элементы до стандартной температуры пайки!
Время нагрева соединяемых элементов определяется в зависимости от вида трубы, температуры и влажности воздуха в помещении.
При увеличении температуры снижается качество соединений. На сварочном шве происходит заплавление внутреннего прохода трубы.

Допускается пайка полипропиленовых толстостенных труб с использованием более высокой, чем стандартная, температуры до 280 градусов Цельсия. При этом время нагрева подбирается экспериментально.
Время пайки
Параметры времени пайки полипропиленовых труб включают в себя время нагрева, сварки и остывания:
Нагрев – это время разогрева соединяемых элементов на насадках паяльного аппарата, прогретого до рабочей температуры.
О достижении нагревательным элементом рабочей температуры обычно сигнализирует зеленый индикатор на сварочном аппарате!
Сварка – это время выдержки соединения прогретых элементов между собой.
Остывание – это время образования монолитного сварного шва.
Параметры времени пайки определяются из таблицы!
Данные в таблице приведены для стандартных условий – комнатной температуры 22 градуса Цельсия и влажности воздуха до 60%.
При понижении температуры воздуха на каждые 5 градусов Цельсия время нагрева увеличивается в 2 раза!
Время нагрева определяется экспериментально по результатам пайки первого шва.
Пайка допускается при температуре воздуха не ниже -10 градусов Цельсия.
Таблица пайки полипропиленовых труб
Таблица для пайки полипропиленовых труб приведена на рисунке.

Для получения надежного герметичного соединения полипропиленовых труб точно соблюдайте технологию пайки, приведенную в инструкции по эксплуатации сварочного аппарата.
Таблица температуры пайки полипропиленовых труб – время пайки, нагрева и охлаждения трубы
Прокладка коммуникационных систем в доме является важным этапом строительства и ремонта. Особое внимание уделяется отоплению, подаче и отводу воды. Отличным решением для обустройства этих систем будет использование прочных полипропиленовых труб. На рынке представлен обширный ассортимент различных моделей и дополнительных комплектующих, что позволяет создавать самые сложные коммуникационные разветвления.
Соединение ПП труб выполняется методом сваривания полимерных частей. Это прочный способ, который обеспечивает отменную герметичность системы. Паять полипропиленовые трубы можно в домашних условиях при наличии специального нагревательного оборудования.
Какие бывают трубы из полипропилена
Для создания коммуникационных систем применяют четыре основных типа полипропиленовых труб, которые имеют особые технические характеристики.

- PP-H – прочная полимерная основа позволяет выдерживать высокое давление. Данный вариант применяется для промышленных целей.
- PP-B – это грамотная комбинация с полиэтиленом. Температура для сварки полипропиленовых труб этого типа составляет 110 °С. Готовые конструкции отличается упругостью, что позволяет использовать их в быту.
- PP-R – востребованный вариант, выполненный на основе этилена и пропилена. Чаще всего применяется в обустройстве отопительных систем, подачи горячего и холодного водоснабжения.
- PP-RCT – отличается повышенной прочностью и устойчивостью к температурным колебаниям. За счет этого толщина стенок меньше.
Детальная температура пайки полипропиленовых труб для каждого типа позволяет обеспечить наиболее прочное соединение.
Что нужно знать о трубах и как выбрать качественную полипропиленовую трубу
Для пайки полипропиленовых труб и создания прочных коммуникационных систем, важно знать, на что обратить внимание при выборе материала.

ПП – это легкоплавкий полимер, который после затвердевания восстанавливает изначальные показатели прочности. На рынке представлен обширный ассортимент моделей, которые отличаются толщиной стенок, цветом, прочностью, эластичностью и температурой нагрева.
Полипропиленовые трубы имеют диаметр от 16 до 110 мм, что обуславливает широкий спектр применения в различных коммуникационных системах. Помимо этого, они могут иметь различный окрас, но он не является важным критерием выбора.

При этом информативность несет цвет боковой полоски:
- красные – для отопления и подачи горячей воды;
- синие – для подачи холодной воды.
Также вдоль труб напечатана детальная информация о технических характеристиках изделий.
Данные позволяют определиться со сферой применения и температурой сварки полипропиленовых труб конкретного типа.
Виды фитингов
Для внутренней и внешней разводки используют различные виды фитингов. Это удобные соединители, позволяющие прочно сваривать полипропиленовые трубы в единое целое под необходимыми углами.

Выделяют следующие разновидности фитингов:
- Переходники. Могут иметь несколько разветвлений с резьбой или гладкой стенкой.
- Обводы. Специальные изделия, позволяющие обогнуть уже проложенные трубы.
- Повороты. Созданы уголки с поворотом в 45°, 90° и 135°. Стенки соединений могут быть гладкие или с резьбой.
- Запорная арматура. Созданы полипропиленовые вентили и краны, которые позволяют регулировать силу потока в трубопроводе.
- Компенсаторы. Необходимы для снижения ударных нагрузок на стенке трубы и в местах соединения.
- Заглушки. Необходимы для герметизации ответвлений.
- Крепежи. Изделия для удобного монтажа труб и их фиксации.
Способы пайки полипропиленовых труб
При создании трубопровода с использованием полипропилена, все соединения выполняются методом сваривания полимера. Для этого фитинг и трубы разогревают специальным паяльником до указанной производителем температуры, после чего выполняют их соединение.
После остывания материал возвращает изначальную прочность, а сварной шов отличается отменной герметичностью.

Паять трубы можно двумя основными способами: муфтовым и стыковочным. Каждый вариант имеет свои особенности и преимущества.
Муфтовая сварка
Процесс соединение выполняется с применением фитингов (муфт). Есть как обычные варианты, разогрев которых выполняют паяльником, так и электрические.
В последнем варианте соединитель имеет внутри нагревательный резистор, который сам расплавляет полимер при подключении и напряжении.

Современные паяльники и станции работают не только с популярными диаметрами 20 и 25 мм, но и с конструкциями до 120 мм. Также есть специальные муфтовые установки, работающие с трубами до 400 мм. Преимущества метода:
- можно удобно работать в труднодоступных местах;
- сварочное оборудование имеет небольшой удельный вес;
- паяльник работает с разными типами полимера;
- соединения не создают препятствий для тока воды, поскольку внутри не образуется грат.
Стыковая сварка
Популярный вариант, который предусматривает торцовку труб, совместный нагрев, соединение под механическим или гидравлическим давлением. Для этого используются специальные стыковочные аппараты.

Оборудование отличается размером, весом, ценой и максимальным диаметром труб (от 40 до 500 мм). Плюсы технологии:
- пайка ПП позволяет достигнуть высокой прочности и долговечности стыка;
- для соединения не требуются дополнительные соединительные элементы;
- процедура довольно простая и быстрая.
Подробное технологическое описание пайки труб
Для обустройства бытовых коммуникационных систем чаще всего используют полипропиленовые трубы диаметром от 16 до 40 мм. При этом образцы 50-110 мм будут актуальны для промышленного использования.

Стоит отметить, что все размеры выпускаются в нескольких вариациях, что можно определить по нанесенной маркировке:
- PN-10 – модели для рабочего давления не выше 10 бар и температуры воды не более +45°С;
- PN-16 – такие трубы выдерживают 10 бар и теплоноситель разогретый до 65°С;
- PN-20 – созданы для систем высокого давления в 20 бар и температур до 80°С;
- PN-25 – предназначены для обустройства системы отопления с показателями не выше 25 бар и температуры до 95°С.
Важно! Пайка ПП труб должна соответствовать технологическим требованиям для конкретного изделия, которые указывает производитель.
При этом может отличаться температура паяльника, время нагрева и остывания.

В то время как технологическая суть для всех вариантов остается идентичной: разогрев спаиваемых элементов до заданной температуры, соединение и остывание. Это позволяет получить высокую прочность и максимальную герметичность.
Подготовка инструмента и материала
Прежде чем приступить к монтажу коммуникационных систем из полипропиленовых труб, нужно подготовить весь необходимый инструмент и расходные материалы:
- муфты, фитинги и трубы с необходимым диаметром;
- переходники и элементы запорной арматуры;
- уровень, маркер, рулетка;
- резак для подрезки труб;
- сварной аппарат.
Совет! Что касается самого паяльника или станции, то это достаточно дорогое профессиональное оборудование, и для разового использования лучше взять его в аренду.
Разметка, нарезка и зачистка трубы
Как правило, все замеры и подрезка труб выполняется по ходу монтажа, что позволяет максимально точно подобрать необходимую длину труб, набор поворотов и фитингов. Для нарезки желательно использовать специальный резак, который не оставляет заусенцев и дает ровный срез. Кроме того, на торцах деталей необходимо снимать фаску, что упростит процесс соединения.

В идеальном варианте свариваемые участки должны быть обезжирены изопропиловым или этиловым спиртом. Перед пайкой нужно, чтобы элементы были чистыми и сухими.
Совет! Чтобы избежать ошибок в процессе монтажа не лишним будет пронумеровать все детали.

Пайка – нагрев и соединение
Далее нужно разобраться, при какой температуре паять пластиковые трубы. Эта информация указывается в инструкции к самим трубам. Вместе с тем нужно отметить, что практически все варианты ПП нужно разогреть до +260 °C.
Для этого нужно включить паяльник со сварочными гильзами необходимого диаметра, в которые одновременно вставляют трубу и фитинг.
После непродолжительного удержания выполняют соединение элементов в единое целое. Важно, чтобы на стыке образовался равномерный пластиковый наплыв.
Через несколько секунд произойдет остывание, что позволит продолжить дальнейшую пайку участка.
Охлаждение и проверка герметичности
После соединения разогретых элементов необходимо несколько секунд удерживать детали между собой для остывания и прочного сцепления. Время сварки зависит от типа материала и диаметра самого изделия.
Есть простая закономерность, чем больше труба, тем больше времени требуется для фиксации и остывания.
Важно! Примерное время остывания: 3 секунды для труб диаметром 20 мм, и более 10 секунд для моделей 90 мм.
После набора прочности необходимо проверить созданную конструкцию на герметичность.

Это можно выполнить с помощью подачи воды под давлением. При наличии течи процесс пайки выполняется заново.
Нюансы при пайке труб полипропилена
Чтобы процесс монтажа коммуникационных систем проходил без брака, важно четко соблюдать технологические требования. Чаще всего причиной плохого соединения служит перегрев или недогрев материала.

Главные моменты, которые влияют на прочность сварного шва:
- При ремонте сложно соблюдать идеальную чистоту. Попадание пыли или влаги на соединяемые детали может негативно сказаться на прочности фиксации.
- Чрезмерный нагрев трубы может привести к тому, что она слишком далеко зайдет в фитинг, что может сузить диаметр внутреннего просвета.
- После нагрева элементов, соединение должно быть выполнено в считанные секунды, поскольку труба может войти неглубоко. Желательно длину захода трубы отмечать маркером, чтобы контролировать качество соединения.
- Если труба вошла в фитинг под углом, не нужно пытаться ее выровнять – такие действия точно приведут к течи.
- Не стоит экономить на материалах и соединителях. Часто за низкой ценой скрывается аналогичное качество, что создаст массу проблем на этапе пайки.
Таблица пайки полипропиленовых труб со временем, длительностью нагрева и температурой
На практике пайка пропиленовых труб не является сложным процессом. Главное в этом деле сноровка и соблюдение технологических требований. В таблице ниже отмечены температурные и временные требования для сваривания ПП труб разного диаметра.

Температура пайки полипропиленовых труб – таблица.
| Диаметр трубы в мм. | Время нагрева, в сек. | Время пайки, в сек. | Время охлаждение, в сек. | Глубина посадки, в мм. |
| 20 | 5 | 4 | 3 | 14 |
| 25 | 7 | 4 | 3 | 16 |
| 32 | 8 | 4 | 4 | 20 |
| 40 | 12 | 6 | 4 | 21 |
| 50 | 18 | 6 | 5 | 22,5 |
| 63 | 24 | 6 | 6 | 24 |
| 75 | 30 | 8 | 8 | 28.5 |
| 90 | 40 | 8 | 10 | 33 |
| 110 | 50 | 10 | 10 | 39 |
Пайка отопления полипропиленовыми трубами – основные правила
Современные полипропиленовые трубы являются отличным аналогом металлических элементов. Полимерные изделия просты в монтаже, обеспечивают отменную прочность и доступны в цене.

Поскольку ПП трубы могут выдерживать высокие температуры и давления, они широко используются для систем отопления домов и промышленных объектов.
Чтобы процесс пайки системы отопления прошел без лишних проблем, нужно следовать следующим правилам:
- паяльник всегда должен быть включенным и разогретым до рабочей температуры в +260 °C;
- важно, чтобы насадки соответствовали диаметру труб и были прочно зафиксированы;
- после соединение деталей запрещено проворачивать элементы более чем на 5°;
- нужно четко следовать температурным рекомендациям, указанным в таблице;
- перегрев и недогрев послабит сварной шов.
Все эти советы позволяют минимизировать возможные проблемы в процессе монтажа коммуникационных систем и обеспечить их высокую прочность.