Инструкции

В каждый сварочный аппарат Candan, поставляемым в комплекте или без, обязательно вкладывается инструкция к пользованию паяльника CANDAN. Но, если по какой-то причине инструкции перед глазами нет, мы подготовили ее на нашем сайте.
Рекомендуем обязательно ознакомиться с инструкцией перед использованием сварочного аппарата, это сэкономит время и позволит избежать ошибок и неприятных последствий неправильного монтажа!
1. Перед началом производства работ необходимо протереть свариваемые детали полипропиленовых труб и сварочные насадки паяльника чистой тканью, а также обратить внимание на края свариваемых труб, они должны быть ровно отрезанные, при необходимости нужно их выровнять;
2. Установите сварочный аппарат на подставку;
3. Закрепите на нагревательном элементе сварочного аппарата насадку для сварки труб необходимого диаметра, причем, конструкция паяльника, в зависимости от модели, позволяет устанавливать несколько нагревательных насадок разного диаметра, для удобства работы при сварке полипропиленовых труб и фитингов;


4. Настройте сварочный аппарат на температуру 260 ºС, При работе с новым аппаратом, при первой сварке, необходимо производить работу на открытом воздухе или в легко проветриваемом помещении, т.к. при производстве, детали сварочного аппарата покрываются специальным раствором, который, при первичном нагревании, образует дым и специфический запах,
При работе с паяльником для полипропиленовых труб, происходит нагрев деталей сварочного аппарата, поэтому избегайте прикосновения к паяльнику открытыми частями тела. Не допускайте к работающему сварочному аппарату детей или животных.
Сварочные аппараты candan работают от сети переменного тока 220 вольт, при включении аппарата, на переключателях включения и выключения загорается индикатор красного цвета, который гаснет после достижения заданной температуры нагревания.
Аппарат для сваривания полипропиленовых труб CANDAN имеет двойной нагревательный элемент, для быстрого нагревания можно использовать оба переключателя, после нагревания один из переключателей рекомендуется выключить.

5. При достижении заданной температуры сварочного аппарата, следя за сохранением угла соединения, начинайте разогревать трубу с внутренней стороны насадки и фитинг с наружной стороны насадки с силой их надевая и вставляя на разогретые части насадки. Разогревайте свариваемые части в соответствии с таблицей, старайтесь их не перегреть, а то полипропилен начнет гореть. По истечении необходимого времени нагрева снимите трубу и фитинг с насадки и соедините их друг с другом. Труба должна до упора войти в фитинг, а на шве образоваться ровный грат из расплавленного полипропилена.
Следите, чтобы электрический кабель и вилка не соприкасались с нагревательным элементом. Не ударяйте и не роняйте сварочный аппарат.
Охлаждать паяльник для полипропиленовых труб candan нужно естественным путем, держа его на открытом воздухе, ни в коем случае нельзя охлаждать паяльник водой.
После окончания сварочных работ трубу проверяют на герметичность подачей воды в систему.
Время нагрева полипропиленовых труб
| Диаметр трубы, мм | 20 | 25 | 32 | 40 | 50 | 63 | 75 | 90 | 110 |
| Время нагрева, сек | 7 | 7 | 8 | 12 | 18 | 24 | 30 | 40 | 50 |
| Время соединения, сек | 4 | 4 | 6 | 6 | 6 | 8 | 10 | 11 | 12 |
| Время охлаждения, мин | 2 | 3 | 4 | 4 | 5 | 6 | 8 | 8 | 8 |
| Длина свариваемого шва, мм | 16 | 18 | 20 | 22 | 26 | 29 | 32 | 38 | 42 |
Просмотры: 3 627
На чтение 13 мин. Опубликовано
Содержание
- Паяльник Candan для полипропиленовых труб
- Содержание:
- Преимущества
- Характеристики
- Комплектность
- Работа с паяльником
- Интересное видео
- Инструкция к пользованию паяльника CANDAN
- Сварочный аппарат «CANDAN СМ-06»
- Комплект для сварки труб от 20 до 40 мм. Мощность 1500 Вт.
- Сварочный аппарат «CANDAN СМ-06» — Вид сверху
- Вид справа CANDAN CM-06
- Вид слева CANDAN CM-06
- Технические характеристики «CANDAN СМ-06»:
- Комплектность:
- Паяльник для полипропиленовых труб Candan
- Преимущества
- Недостатки
- Особенности паяльников Candan
- Модели
- Как пользоваться паяльником Candan
- Заключение
Паяльник Candan для полипропиленовых труб
Содержание:
Турецкая фирма «CANDAN» занимается производством оборудования для сварочных процессов. Одно из наиболее известных изделий, выпускаемых этой компанией — паяльник для полипропиленовых труб Candan. Он является практичным инструментом, доступным по стоимости. На российском рынке наиболее популярным является паяльник для труб Candan cm 03, обладающий оптимальными характеристиками.

Преимущества
К достоинствам этой модели относятся:
- Высокое качество.
- Сохранение работоспособности при длительном использовании.
- Универсальность инструмента.
- Наличие индикаторов и регуляторов.
- Высокая надежность.
- Получение прочного соединения.
- Удобная комплектация.
- Простота использования.
- Большой выбор моделей.
- Наличие сменных насадок.
- Небольшой вес.
Паяльник Кандан для полипропиленовых труб соответствует существующим стандартам. Эта модель является инновационной разработкой в данной области.
Характеристики
Паяльник для полипропиленовых труб Сandan обладает оптимальными характеристиками. Аппарат обладает двойным сопротивлением. Это позволяет работать при мощности 750 или 1500 Ватт. Выбор осуществляется в зависимости от сложности работы. Подключение аппарата осуществляется к обычной бытовой сети. Работа осуществляется без перебоев.
Температура нагрева находится в диапазоне от 50 до 320 градусов. Для домашних мастеров наиболее приемлемая температура — 270 градусов. Удобной является длина кабеля, составляющая свыше двух метров.
В качестве дополнительной функции имеется встроенный термостат. Это позволяет наиболее точно выставить требуемую температуру. Наименьшее значение шкалы регулировки составляет порядка десяти градусов. В конструкции предусмотрена защита от брызг воды. При включении нагревательной системы световой индикатор приобретает красный свет.
Комплектность
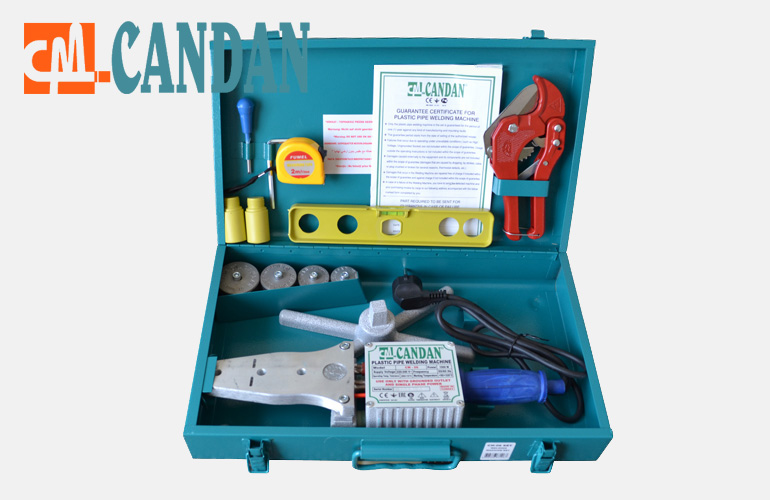
Существует несколько марок паяльников данной турецкой формы, которые различаются между собой особенностями конструкции, характеристиками и комплектацией. Как правило, они поставляются в удобном металлическом кейсе, в котором компактно располагается сам паяльник, и принадлежности к нему. В комплекте имеется уровень, который находит применение при сварке трубопроводов, расположенных горизонтально. Имеется рулетка, позволяющая производить точные измерения.

Важной составляющей являются насадки, количество которых зависит от модели паяльника. Также имеются ключи для их закрепления на нагревательном элементе. В комплектность входят ножницы для разрезания полипропиленовых труб. Имеется подставка, с помощью которой имеется возможность устойчивой установки аппарата.
Работа с паяльником
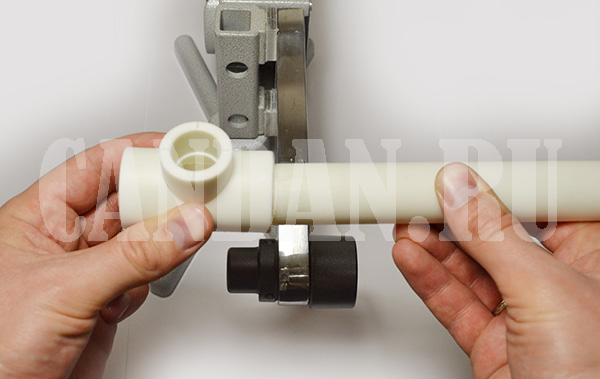
Перед тем, как приступить к сварочному процессу, необходимо подготовить паяльник к работе. Для этого к основной части аппарата необходимо прикрутить подставку, что обеспечит его устойчивость. Затем следует установить насадку требуемого размера. Если предстоит соединение полипропиленовых труб разного размера, то устанавливаются две насадки. Кромки соединяемых труб очищают от загрязнений и пятен.
После окончания подготовительных работ паяльник можно включать в электрическую сеть. С помощью встроенного термостата устанавливают необходимую температуру. О ее достижении начнет сигнализировать красный цвет светового индикатора.
Для осуществления непосредственно сварочного процесса с помощью паяльника одновременно разогреваются фитинг и конец свариваемой трубы. После того, как обе детали расплавятся, можно начинать их соединение.
Интересное видео
Источник
Инструкция к пользованию паяльника CANDAN
В каждый сварочный аппарат Candan, поставляемым в комплекте или без, обязательно вкладывается инструкция к пользованию паяльника CANDAN. Но, если по какой-то причине инструкции перед глазами нет, мы подготовили ее на нашем сайте.
Рекомендуем обязательно ознакомиться с инструкцией перед использованием сварочного аппарата, это сэкономит время и позволит избежать ошибок и неприятных последствий неправильного монтажа!
1. Перед началом производства работ необходимо протереть свариваемые детали полипропиленовых труб и сварочные насадки паяльника чистой тканью, а также обратить внимание на края свариваемых труб, они должны быть ровно отрезанные, при необходимости нужно их выровнять;
2. Установите сварочный аппарат на подставку;
3. Закрепите на нагревательном элементе сварочного аппарата насадку для сварки труб необходимого диаметра, причем, конструкция паяльника, в зависимости от модели, позволяет устанавливать несколько нагревательных насадок разного диаметра, для удобства работы при сварке полипропиленовых труб и фитингов;
4. Настройте сварочный аппарат на температуру 260 º С, При работе с новым аппаратом, при первой сварке, необходимо производить работу на открытом воздухе или в легко проветриваемом помещении, т.к. при производстве, детали сварочного аппарата покрываются специальным раствором, который, при первичном нагревании, образует дым и специфический запах,
При работе с паяльником для полипропиленовых труб, происходит нагрев деталей сварочного аппарата, поэтому избегайте прикосновения к паяльнику открытыми частями тела. Не допускайте к работающему сварочному аппарату детей или животных.
Сварочные аппараты candan работают от сети переменного тока 220 вольт, при включении аппарата, на переключателях включения и выключения загорается индикатор красного цвета, который гаснет после достижения заданной температуры нагревания.
Аппарат для сваривания полипропиленовых труб CANDAN имеет двойной нагревательный элемент, для быстрого нагревания можно использовать оба переключателя, после нагревания один из переключателей рекомендуется выключить.
5. При достижении заданной температуры сварочного аппарата, следя за сохранением угла соединения, начинайте разогревать трубу с внутренней стороны насадки и фитинг с наружной стороны насадки с силой их надевая и вставляя на разогретые части насадки. Разогревайте свариваемые части в соответствии с таблицей, старайтесь их не перегреть, а то полипропилен начнет гореть. По истечении необходимого времени нагрева снимите трубу и фитинг с насадки и соедините их друг с другом. Труба должна до упора войти в фитинг, а на шве образоваться ровный грат из расплавленного полипропилена.
Следите, чтобы электрический кабель и вилка не соприкасались с нагревательным элементом. Не ударяйте и не роняйте сварочный аппарат.
Охлаждать паяльник для полипропиленовых труб candan нужно естественным путем, держа его на открытом воздухе, ни в коем случае нельзя охлаждать паяльник водой.
После окончания сварочных работ трубу проверяют на герметичность подачей воды в систему.
Источник
Сварочный аппарат «CANDAN СМ-06»
Комплект для сварки труб от 20 до 40 мм. Мощность 1500 Вт.
Сварочный аппарат «CANDAN СМ-06 предназначен для соединения полипропиленовых труб и фитингов при строительстве систем отопления и водоснабжения в частном и городском строительстве.
«CANDAN CM-06» по своим техническим характеристикам и комплектации очень похож на утюг для труб «CANDAN CM-03«, основное его отличие состоит в зауженной форме нагревательного элемента, из-за чего аппарат имеет меньше размер и легкий вес.
Если на сварочный аппарат «CANDAN CM-03» можно установить сварочные насадки от 20 до 50 мм, то у «CANDAN CM-06» максимальный размер используемых насадок может быть до 40 мм. В принципе, если Вам нужен качественный паяльник для ремонта у себя дома, а дома максимальный размер труб 32 мм, то «CANDAN CM-06» — это отличный вариант.
За эту цену вы получаете надежный турецкий сварочный аппарат производителя с положительной многолетней репутацией мощностью 1500 Вт, (с двойной спиралью по 750 Вт каждая) в комплекте с насадками 20, 25, 32, 40 мм, хорошими ножницами для труб от 16 до 40 мм, удобным железным чемоданчиком, подставкой для установки сварочного аппарата на столе и рулеткой от 2 до 4 метров, в зависимости от поставляемой партии.
Сварочный аппарат «CANDAN СМ-06» — Вид сверху
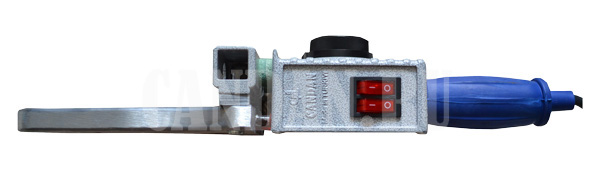
- Сверху сварочного аппарата CANDAN CM-06 находятся два переключателя для управления нагревательными элементами, которых у данной модели два, каждый имеет мощность 750 Вт;
- Оба выключателя имеют красный цвет и, при включении, подсвечиваются лампочками;
- Над выключателями имеются дополнительные индикаторы красного цвета, которые сообщают о включенной нагревательной спирали.
- После нагрева спиралей до установленной температуры, индикаторы гаснут;
Вид справа CANDAN CM-06
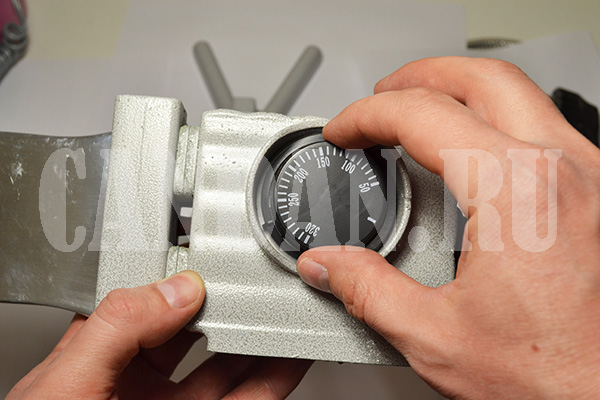
- С правой стороны сварочного аппарата CANDAN CM-06 находится регулятор термостата, выполненный в виде колеса черного цвета;
- Термостат дает возможность устанавливать и поддерживать нужную температуру во время проведения сварочных работ;
- На регуляторе термостатом нанесены цифры, означающие температуру в градусах по Цельсию от 50 до 320о с шагом регулировки 10о С.
- Необходимая температура устанавливается путем установки регулятора с нужной температурой напротив специальной риски на корпусе сварочного аппарата.
Вид слева CANDAN CM-06

- С левой стороны CANDAN CM-06 находится информационная табличка, на которой указаны технические характеристики сварочного аппарата: Модель, серийный номер, мощность, напряжение сети, для которой предназначен данный аппарат.
- Нагревательный элемент имеет зауженную форму с тремя отверстиями для установки нагревательных насадок;
- Ручка сварочного аппарата покрыта резиной синего цвета и имеет удобную форму, исключающую выскальзывания паяльника из рук.
Технические характеристики «CANDAN СМ-06»:
- Диаметры свариваемых труб: 16 — 50 мм;
- Мощность: 1500 Вт (двойной элемент 750+750 Вт);
- Напряжение: 220-240 В;
- Частота 50-60 Гц;
- Рабочая температура: 270 º С;
- Нагреватель из нержавеющего материала с возможностью одновременной установки сразу трех нагревательных насадок;
- Индикатор регулировки термостата: 50 — 320 º С;
- Кабель питания: 3 х 2,5 мм, длина 160 см;
- Уровень защиты: IP 44;
- Предохранитель: 16 А;
- Вес: 5,0 кг;
- Артикул: CM-06;
Комплектность:

- насадки для сварочного аппарата с тефлоновым покрытием диаметром 20, 25, 32, 40 мм;
- ножницы для резки труб диаметром 16-42 мм;
- крестовидная подставка для установки сварочного аппарата при выполнении сварочных работ;
- уровень, для определения горизонтального наклона свариваемого трубопровода;
- ключи, для крепления сварочных насадок;
- рулетка длиной 2 или 4 метра;
- металлический ящик для транспортировки сварочного аппарата.
Паяльник для пластиковых труб CANDAN CM-06 сертифицирован, гарантийный срок службы 1 год.
Источник
Паяльник для полипропиленовых труб Candan
Работа с полипропиленовыми трубами имеет несколько отличий от той, которая проводится с обыкновенными металлическими трубами. Соответственно, для нее требуются иные виды инструментов, которые могут создать качественное соединение данного материала. Паяльник для полипропиленовых труб Candan является одним из наиболее распространенных инструментов в этой сфере. Данный бренд производит доступные паяльники высокого качества, которые подойдут как для домашней, так и для профессиональной работы. С их помощью можно соединить новые участки полипропиленовых труб, а также ремонтировать старые поврежденные.
Candan – паяльник для полипропиленовых труб из Турции. Он занимает лидирующие позиции в своем сегменте и его считают одним из лучших вариантов выбора, как для новичков, так и для профессионалов. Здесь задействованы инновационные разработки, касающиеся обработки полимерных материалов. С помощью такого инструмента можно спаивать сами трубы и фитинги, с минимальным числом погрешностей.
Кандан паяльник для труб имеет в своей конструкции различные дополнительные функции, позволяющие улучшить качество пайки и подобрать нужные размеры. Наличие переключателей и различных регуляторов обеспечивает максимальное простое освоение пайки полипропиленовых труб для новичков, так как можно работать с идеальными для конкретной ситуации параметрами. Для профессионалов это также облегчает работу.

Внешний вид паяльника для труб Кандан
Преимущества 
К преимуществам паяльника для полипропиленовых труб Кандан можно отнести:
- Многие модели поставляются в пластиковом кейсе, где помимо самого инструмента располагаются еще все необходимые дополнительные вещи. Это упрощает переноску и хранение паяльника, а также защищает его от механических повреждений.
- Высокое качество продукции, которое сделало этот бренд одним из ведущих на рынке. Инструмент надежно работает в течение долгих лет, сохраняя свою функциональность.
- Присутствуют различные регуляторы, расширяющие рабочие характеристики устройства. Для профессиональной работы очень важно, чтобы инструмент был универсальным и его можно было подстроить под все возможные ситуации, а не носить с собой несколько паяльников.
- Присутствуют специальные индикаторы, которые показывают, работает ли паяльник в данный момент, готов ли он к работе, прогрелся ли нагревательный элемент и так далее.
- Хороший выбор моделей бренда, которые могут подходить для различных целей.
- Во многих моделях есть дополнительные сменные насадки для работы.
Недостатки
Несмотря на наличие убедительных достоинств паяльников от Кандан, здесь есть и некоторые недостатки:
- Стоимость паяльников достаточно высокая и тем, кто редко пользуется такими инструментами, часто приходится искать что-то дешевле.
- У бренда есть подделки. Под видом турецких паяльников могут выпускаться другие, очень похожие устройства, но к оригинальной компании они не будут иметь дела. Данная продукция будет ниже по качеству.
Особенности паяльников Candan
Многие модели паяльников стандартно снабжаются дополнительными инструментами для работы. Все зависит от конкретной разновидности, так как комплектация может меняться, но часто можно встретить подставку, ножницы, рулетку, уровни и набор насадок. В большинстве случаев паяльники снабжаются двухпозиционным переключателем, который увеличивает, или уменьшает, мощность инструмента за счет подключения дополнительных нагревательных элементов.
Индикаторы горения также можно отнести к особенностям бренда. Если нагревательная спираль включена, то загораются лампочки красного цвета. В модели паяльника Candan CM 06 присутствует регулятор термостата, который помогает регулировать температуру от 50 до 320 градусов Цельсия. В других моделях могут быть иные значения регулировки. Шаг регулировки составляет около 10 градусов. Для удобства работы, ручки инструмента прорезинены.
Подделки могут быть внешне похожими на оригинал, но в них присутствуют некоторые отличия, по которым можно легко заметить, что перед вами китайская копия.»
Оригинальные инструменты имеют клеймо с логотипом фирмы, которое располагается на коробке и самом паяльнике. На китайских копиях дата производства напечатана на наклейке, а в оригинале она выбита на боковой пластине. Крепеж пластины в оригинале сделан при помощи заклепок, тогда как у подделки там все прикручено болтами.
Модели
Модельный ряд инструментов имеет несколько вполне востребованных моделей, среди которых стоит отметить следующие:
- Паяльник для труб Candan CM-01. Здесь два уровня регулятора мощности. Максимальная мощность составляет 1500 Вт. В комплекте идет подставка и труборез. Регулировка температуры от 50 до 350 градусов Цельсия. В комплекте идут 4 насадки.

Паяльник для труб Candan CM-01

Паяльник для труб Candan CM-3
- Паяльник для труб Candan CM-06 1500 W. У нагревателя тефлоновое покрытие. Масса паяльника с упаковкой составляет 5 кг. Максимальный размер трубы составляет 63 мм, а минимальный – 16 мм. Возможность регулировки температуры от 50 до 350 градусов Цельсия.

Паяльник для труб Candan CM-06
Как пользоваться паяльником Candan
Внешний вид паяльника для полипропилена заметно отличается от обыкновенного привычного всем инструмента. Это касается не только моделей данного бренда, но и всего типа в целом. Принцип работы будет также несколько иной, поэтому нужно знать инструкцию по применению паяльника для полипропиленовых труб Candan.
Принцип работы данного устройства очень похож на тот, который применяется в домашних утюгах. Перед непосредственным включением здесь нужно подготовить паяльник к работе. К инструменту прикручивается специальная подставка и устанавливается насадка, которая и становится главной частью для спайки труб. Если приходится работать с разными диаметрами труб, то в паяльник нужно установить две насадки с подходящими размерами.
После подготовительных процедур уже можно приступать к включению в сеть. Для прогрева нужно установить подходящую температуру, после чего включить оба тэна. Прогрев может длиться от 10 до 30 минут. О прогреве должен сообщить индикатор. После этого уже можно приступать к непосредственной пайке.
Далее нужно подготовить спаиваемые куски трубы и фитинга. Паяльником нужно разогревать фитинг и кусок трубы одновременно. Когда детали дойдут до нужной кондиции и их концы расплавятся, части нужно быстро соединить между собой. Все нужно сделать с первого раза, иначе повторно расплавленный полипропилен потеряет свои свойства.
Заключение
Торговая марка Candan не зря занимает высокое место на рынке паяльников для полипропилена. Это востребованная сфера, которой интересуются по большей части профессионалы. Именно для таких специалистов и создается этот инструмент. Для рабочих нужд он имеет вполне доступную стоимость, хотя для частного применения может показаться дорогим. Качество и надежность продукции окупают все это сполна.
Источник
Правила работы с паяльником для пластиковых труб
Для спайки пластиковых труб (такие трубы действительно часто используются для внутренних коммуникаций) не обязательно вызывать мастера-сантехника. При наличии паяльника с этим вполне можно справиться самостоятельно.
Во многих аспектах паять пластиковые трубы гораздо легче, чем паять металлы. В процессе работы надо лишь следить за температурой и не перегревать стыки.
Содержание
- Какой пластик используют для водопровода
- Рабочий инструмент для пайки
- Подготовка пластиковых труб
- Процесс пайки
- Проверка стыков
Какой пластик используют для водопровода
 Пластик как материал для труб соответствует высоким запросам потребителей. Пластиковые изделия не слишком дорого стоят, долговечны, не шумят, обладают небольшим весом и низкой теплопроводностью — преимуществ действительно предостаточно. Но при этом надо понимать, что существует несколько видов пластика:
Пластик как материал для труб соответствует высоким запросам потребителей. Пластиковые изделия не слишком дорого стоят, долговечны, не шумят, обладают небольшим весом и низкой теплопроводностью — преимуществ действительно предостаточно. Но при этом надо понимать, что существует несколько видов пластика:
- полиэтилен;
- полипропилен;
- поливинилхлорид;
- металлопластик.
Каждый из них обладает своими характеристиками и сферой применения. Это нужно учитывать при выборе, монтаже и пайке.
Полиэтиленовые (принята маркировка PE) пластиковые трубы используют как для разводок внутри зданий, так и для наружных трасс. Возможно их применение на трубных соединениях повышенного давления. Но есть у полиэтилена и существенный недостаток — он теряет некоторые свои свойства уже при -20 ℃.

Поливинилхлоридные (маркировка PVC или ПВХ) пластиковые трубы обычно покупают тогда, когда хотят снизить себестоимость ремонта. В нынешнее время ПВХ считается самым дешёвым полимером. А значит, и вся система будет стоить ниже, чем аналогичная, но, сделанная, например, на основе полиэтилена. Соединение труб ПВХ часто осуществляется методом «холодной сварки» или «в раструб» с использованием резиновых соединителей.

Полипропиленовые (маркировка PP) пластиковые изделия отличаются большой жёсткостью и работать паяльником с ними не так-то легко. Трубы из полипропилена не сматываются в бухты, а продаются отрезками по четыре метра. Диаметр таких изделий колеблется от 16 мм до 12,5 см. Умение спаять полипропиленовые трубы обычным паяльником — это действительно очень важный навык. Ведь такие трубы используются во многих областях: для горячего и холодного водоснабжения, для поливных систем на дачном участке, для обеспечения определённых технологических процессов в промышленных цехах.

Помимо чисто пластиковых, существуют ещё и металлопластиковые варианты (например, с применением алюминия). И такие трубы являются самыми практичными изделиями, срок их использования (при условии монтажа, осуществлённого правильно, и простейшего ухода) порой достигает пятидесяти лет — это очень много. Сегодня металлопластиковые трубы применяют, в основном, для горячего водоснабжения.
Рабочий инструмент для пайки
 Разумеется, главным инструментом здесь является паяльник. И при его выборе в магазине нужно обратить внимание на такие параметры, как число насадок, мощность, наличие или отсутствие функции регулировки температуры.
Разумеется, главным инструментом здесь является паяльник. И при его выборе в магазине нужно обратить внимание на такие параметры, как число насадок, мощность, наличие или отсутствие функции регулировки температуры.
Домашнему мастеру, чтобы спаять пластиковые трубы обычных диаметров, вполне достаточно паяльника мощностью 1200 Ватт. Хотя, конечно, пользоваться паяльником для труб мощностью, например, от 1800 Ватт гораздо приятнее — все операции делаются быстрее.
Что касается числа насадок в комплектации паяльника, то тут правило простое: чем больше их, тем лучше. Насадка — это как раз тот элемент, которым непосредственно паяют пластиковые трубы. Качественные насадки должны иметь тефлоновое покрытие, исключающее пригорание обрабатываемого материала. Насадки подбираются под соответствующие параметры пластиковых труб.

Наличие в паяльнике узла регуляции температуры тоже значительно облегчает процесс пайки пластиковых изделий. С его помощью можно устанавливать температуру с точностью до 1 градуса. Если же такая регулировка отсутствует, можно замерять температуру с помощью специального градусника.

Кроме паяльника, необходимы будут ножницы (или ножовка) для разрезания пластиковых труб, а также, если речь идёт о металлопластиковых трубах, торцеватель (инструмент, с помощью которого проводится шлифовка и зачистка внутреннего армирования). Помимо этого, нужно будет подготовить вспомогательные материалы — маркер, деревянную линейку, измерительную рулетку и влажную тряпочку. Не стоит забывать и о соединяющей арматуре — муфтах или фитингах.
Подготовка пластиковых труб
Подготовка труб начинается с того, что рулеткой отмеряют нужную длину и маркером ставят метку будущего разреза. Затем по этой метке трубу разрезают ножовкой или ножницами, причём угол наклона срезов должен быть в диапазоне от 35 до 45°.
На следующем этапе необходимо заторцевать отрезанные концы (если трубы металлопластиковые) и обезжирить их мыльным или спиртовым раствором — срезы в итоге должны быть идеально гладкими. Далее нужно снова взять маркер и нанести по краям срезов метки, которые будут выступать ориентиром при состыковке элементов.
Процесс пайки
 Процесс пайки должен начинаться с фиксации на инструменте насадки, выбранной в соответствии с размерами труб. Затем нужно включить паяльник в сеть и разогреть его до рабочей температуры (для полиэтилена +220°, для полипропилена +260° по Цельсию). Время разогрева зависит от особенностей паяльника, обычно достаточно 15 минут. Обратите внимание на то, что до окончания работы нельзя вырубать аппарат из электросети: это не только замедлит весь процесс, но и в принципе сильно понизит эффективность паяльника.
Процесс пайки должен начинаться с фиксации на инструменте насадки, выбранной в соответствии с размерами труб. Затем нужно включить паяльник в сеть и разогреть его до рабочей температуры (для полиэтилена +220°, для полипропилена +260° по Цельсию). Время разогрева зависит от особенностей паяльника, обычно достаточно 15 минут. Обратите внимание на то, что до окончания работы нельзя вырубать аппарат из электросети: это не только замедлит весь процесс, но и в принципе сильно понизит эффективность паяльника.
Работать паяльником для пластиковых труб необходимо от 5 до 40 секунд за раз без перерывов. Конкретная длительность здесь напрямую зависит от длины окружности трубопровода. И во время работы домашний мастер обязан следить за тем, чтобы поверхности не перегревались. Такой перегрев может вызвать закупоривание в месте шва.
Таблица. Время нагрева полипропиленовых труб
| Номинальный наружный диаметр, мм | Время оплавления, сек | Максимальная технологическая пауза, сек | Время охлаждения, сек |
| 16 | 5 | 4 | 120 |
| 20 | 5 | 4 | 120 |
| 25 | 7 | 4 | 120 |
| 32 | 8 | 6 | 240 |
| 40 | 12 | 6 | 240 |
| 50 | 18 | 6 | 240 |
| 63 | 24 | 8 | 360 |
| 75 | 30 | 8 | 360 |
| 90 | 40 | 8 | 360 |
| 110 | 50 | 10 | 480 |
После каждой произведённой пайки мастер должен удалять остатки материала с насадки. Как уже говорилось выше, насадка имеет специальное тефлоновое покрытие, поэтому нагар рекомендуется удалять кусочком брезента или деревянной дощечкой, чтобы не нанести повреждений самой поверхности. Появление реальных царапин ухудшит характеристики насадки — пользоваться таким инструментом полноценно в будущем будет невозможно.
Совет: при спайке концов пластиковых труб нельзя допускать их прокручивание или перемещение, так как это в дальнейшем может обернуться возникновением течи.
Проверка стыков
 По окончании спайки необходимо проверить весь пластиковый трубопровод на дефекты и герметичность. Этот процесс называется опрессовкой. Самый простой метод опрессовки — пропустить через спаянный участок определённое количество воды.
По окончании спайки необходимо проверить весь пластиковый трубопровод на дефекты и герметичность. Этот процесс называется опрессовкой. Самый простой метод опрессовки — пропустить через спаянный участок определённое количество воды.
Есть и другой вариант — закачка воздуха в трубопровод через заглушки. На краях (в начале и в конце) пластикового трубопровода традиционно ставят заглушки. И в одной из них, в целях проверки герметичности, можно просверлить отверстие и вкрутить колёсный ниппель. Далее с помощью компрессора и манометра нужно заказать в трубы воздух — причём необходимо добиться рабочего давления. На практике в трубопроводах жилых домов это давление равно 3-4 атмосферам.
Опрессовка должна проводиться в два этапа. На первом этапе набирается рабочее давление, после чего нужно подождать около трёх минут и посмотреть, упадёт ли его уровень. Затем нужно вновь поднять давление до рабочего уровня и вновь подождать, на этот раз уже 5-7 минут. Если пластиковые трубы герметичны, то давление за этот срок не упадёт больше, чем на три процента.

Если давление падает на большую величину, значит есть утечка. Обычно они возникают как раз на местах стыков и на местах пайки паяльников. Для их успешного поиска понадобится жидкое мыло или мыльный, хорошо пенящийся раствор. Такое мыло или такой раствор следует нанести на вероятные проблемные места и посмотреть, появятся ли здесь пузыри. Если пузыри появятся, это будет свидетельствовать о том, что пластиковая труба подтекает. Для устранения проблемы рекомендуется осуществить повторную пайку в этом месте.
Сварка полипропиленовых труб своими руками: правила пайки для начинающих
1 звезда
2 звезды
3 звезды
4 звезды
5 звезд
Монтаж пластиковых труб можно выполнить своими руками с помощью простого сварочного оборудования для раструбной диффузной сварки. Рассказываем, как.
Полипропиленовые трубы широко используются в настоящее время для прокладки водопроводов и трубопроводов систем отопления в частных домах.

При нагреве ППР-труб и фитингов на раструбах сварочного аппарата происходит локальная деполимеризация полипропилена, а при тугом совмещении поверхностей свариваемых труб и их остывании происходит взаимная диффузия материала и реполимеризация. Таким образом, при соблюдении всех тонкостей сварочной технологии свариваемые поверхности труб и фитингов становятся одним целым.

Оборудование для диффузной раструбной сварки полипропиленовых труб
Для работы вам понадобится:
- Труборез. Самый распространённый вариант ― это ножницы для резки труб. Однако такой труборез не гарантирует ровный рез и частично может деформировать трубу. Более ровный рез достигается при использовании циркулярного трубореза для пластиковых труб. При отсутствии специального режущего инструмента можно использовать ножовку с мелким зубом и стусло.
- Торцеватель. При использовании армированных металлической фольгой труб в системах отопления и горячего водоснабжения для предупреждения расслаивания стенок труб при гидроударах при высоких температурах рекомендуется удалять слой внутреннего фольгирования на протяжении до 2 мм. Также торцеватель позволяет получить ровную фаску среза и удалить возможные заусенцы.
- Линейка и карандаш. На трубе необходимо отмерить и отметить рекомендуемую глубину сварки. Если не соблюдать нормы заглубления труб в фитинги при сварке, внутри могут образовываться валики из полипропилена, сужающие просвет труб. Также отметки на трубе и фитингах пригодятся для сварки труб в определенном взаимном положении.
- Спиртовые салфетки. Место сварки полипропиленовой трубы должно быть тщательно обеспылено и обезжирено для предупреждения образования капиллярных ходов в толще свариваемого материала.
- Сварочный аппарат со сменными раструбными насадками (муфты-дорны). Для большинства случаев подойдёт обычный и недорогой сварочный аппарат с нагревательным элементом мечевидной формы с мощностью до 1 кВт. Такой аппарат может обеспечить сварку труб диаметром до 63 мм. Профессиональные сварочные аппараты отличаются большей мощностью, точностью регулировки температуры. Также профессиональные аппараты позволяют одновременно нагревать две пары раструбов разного диаметра, чтобы не терять время на их замену при сварке труб разного диаметра. Для сварки ППР-труб в труднодоступных местах существуют сварочные аппараты с тонким круглым нагревательным элементом, который может быть расположен как прямо, так и под углом 90 градусов. Раструбы для таких сварочных аппаратов выполнены как единое целое с отверстием для нагревательного элемента между муфтой и дорном. При выборе сварочного аппарата важно обратить внимание, чтобы раструбы в комплекте были покрыты тефлоновым антипригарным покрытием (обозначается как PTFE) для предупреждения налипания пластика на раструбы. В бытовом использовании достаточно двух световых индикаторов нагрева: красного (индикатор работы) и зелёного (индикатор достижения установленной температуры). Рукоятка регулятора нагрева должна иметь чёткую градуировку и хорошую фиксацию в выбранном положении. На подставке сварочного аппарата не будет лишней струбцина: она позволяет закрепить аппарат, чтобы он не двигался при разъёме нагретых труб.
Какие полипропиленовые трубы выбрать?
Для эксплуатации в простых системах водоснабжения в городских условиях можно выбирать ППР-трубы любых производителей. Для холодного водоснабжения используются неармированные трубы, а для горячего водоснабжения ― армированные стекловолокном или фольгой трубы (при нагреве на 10 °C армированные полипропиленовые трубы удлиняются всего на 0,3 мм на каждый погонный метр, а неармированные трубы удлиняются на 1,5 мм).

Также дорогие ППР-трубы имеют армирование из стекловолокна, которое не способствует расслаиванию стенок труб при дефектах сварки, как в трубах с армированием металлической фольгой. Более дорогие ППР-трубы легко отличить по меньшей толщине стенок труб и лучшей эластичности, особенно при охлаждении. Такие трубы лучше противостоят случайному замерзанию в них воды ― растягиваясь без нарушения целостности.
Как правильно паять полипропиленовые трубы своими руками
- ППР-трубы и фитинги должны приобрести температуру помещения, где они будут эксплуатироваться. Нельзя сразу сваривать трубы, принесённые с холода или нагретые солнцем.
- На сварочный аппарат устанавливаются раструбы нужного размера, на регуляторе выставляется температура 260°C. Для быстрого нагрева нужно включить две клавиши. При достижении рабочей температуры лампочки сбоку гаснут. Вторую клавишу после этого отключают.
- Трубы и фитинги подготавливаются к сварке: трубы обрезаются в размер, срезы торцуются, отмечается глубина сварки и свариваемая поверхность обеспыливается и обезжиривается.
- При достижении рабочей температуры на сварочном аппарате свариваемые части надвигаются на насадки-раструбы без вращения. Как только труба и фитинг стали надвигаться на раструбы ― начинается отсчет 7 секунд (для 25-мм трубы): 21, 22, …27. Трубу вдвигают до отметки маркером или карандашом (насадки позволяют вдвинуть труб чуть глубже требуемого значения). Затем разнимаем трубу и фитинг. Время нагрева труб разных диаметров приведено в справочной таблице ниже.
- Быстро и без вращения соединяем трубу и фитинг. Не вдвигайте элементы слишком сильно, иначе внутри образуется валик, сужающий просвет трубы.
- Сварка завершена. Готовому соединению нужно дать время «набрать прочность» — остыть в течение двух минут (для трубы ∅ 25 мм).
| Диаметры полипропиленовых труб, мм | Ширина сварочного пояса, мм | Время нагрева трубы, сек | Время соединения труб и фитингов, сек | Время остывания сварного соединения, мин |
| 20 | 14 | 6 | 4 | 2 |
| 25 | 16 | 7 | 4 | 2 |
| 32 | 18 | 8 | 6 | 4 |
| 40 | 20 | 12 | 6 | 4 |
| 50 | 23 | 18 | 6 | 4 |
| 63 | 26 | 24 | 8 | 6 |
Чтобы лучше понять, как соединять полипропиленовые трубы в домашних условиях, посмотрите это видео.
Статья была опубликована в журнале «Сам себе мастер» №11-12 (2017 г.). Подписаться на печатную версию издания.
Полипропиленовые трубы вошли в нашу жизнь в качестве дешевого и универсального строительного материала. Существует много способов их соединения, но один из самых надежных, практичных и удобных – пайка. Для выполнения качественной работы необходимо знать некоторые тонкости и хитрости, о которых и пойдет речь в статье.
Типы труб

Многие упускают этот момент, а зря. Качество и возможность соединения труб путем пайки напрямую зависит от их типа. Вот несколько самых важных пунктов:
-
Диаметр трубы.
-
Толщина стенки. От нее зависит время нагрева трубы. Чем толще стенка, тем дольше придется нагревать трубу или большую температуру ставить.
-
Внешнее или внутреннее армирование. Это крайне важный этап, о котором многие умалчивают. Некоторые трубы для увеличения прочности усиливаются металлом. Данная защита может располагаться как внутри трубы, так и снаружи. При работе с такими трубами существуют тонкости, которые стоит учитывать.
Также смотрите таблицу соответствия маркировок сфере применения.
|
Маркировка |
Сфера применения и особенности |
||
|
PN 10 |
Для подачи холодной воды, в системах теплых полов с подогревом до 450С. Имеет тонкие стенки. |
||
|
PN 16 |
Используется на водопроводах с высоким давлением и на отопительных магистралях с пониженным давлением. |
||
|
PN 20 |
Труба универсального назначения. Подача воды с температурой не выше 850С |
||
|
PN 25 |
Горячее водоснабжение, отопление. Подача воды до 950С. Армирована фольгой. |
Трубы последнего типа используют для подключения пластиковых трубопроводов к металлическим.
Типы соединения полипропиленовых труб

При нагревании полипропилена происходит взаимная диффузия – смешивание частиц. Что характерно, при остывании обратной реакции не происходит, деталь становится монолитной. Это качество и используется при соединении двух труб. Рассмотрим, какими способами достигается результат.
Муфтовая сварка
Данный принцип наиболее популярен за счет своей простоты и доступности. Для соединения труб одинакового диаметра используется специальная деталь – муфта. Её внутренний диаметр чуть меньше, чем внешний свариваемых труб.
Сварка происходит за счет нагрева и расплавления внешней поверхности трубы и внутренней поверхности муфты. Затем трубу вставляют в муфту, операцию повторяют с другой её частью, и соединение готово.
Стыковая сварка
Этот принцип применяется на производстве. Для соединения труб с одинаковым диаметром их бортики расплавляют, а затем соединяют в стык. Метод сложен тем, что необходимо обеспечить идеально-точную соосность, что невозможно в домашних условиях.
Еще одним недостатком является малая прочность полученного соединения, поэтому стыковая сварка не получила особого распространения среди мастеров.
Холодная сварка
Холодная сварка (с помощью клея) – еще разновидность соединения. На трубу наносится специальный клей, в составе которого имеется сильный растворитель. Он размягчает поверхности труб и их можно вставить друг в друга.
Большим недостатком данного метода является малая прочность и герметичность полученного соединения. Также минусом является длительность высыхания – сутки и более. В этом холодная сварка проигрывает термической.
В домашних условиях целесообразно использовать соединение с помощью муфт. Этот метод и рассмотрим подробнее.
Необходимые инструменты

Перед началом работ важно подготовить все необходимы инструменты. Вот, что вам понадобится:
Сварочный аппарат – представляет собой нагревательный элемент с насадками для разных диаметров труб. Некоторые модели имеют термостат для поддержания заданной температуры, работать с таки устройствами гораздо проще.
Обратите внимание на количество отверстий под насадки. Оптимально – 2-3 шт. Так вы ускорите процесс сварки труб разного диаметра.
Если вы не планируете в дальнейшем использовать это устройство, то существует много сервисов, где сварочный аппарат можно арендовать на время ремонта. Поэтому покупать его не придется.
Ножницы. Можно резать трубу ножовкой, пилой или даже болгаркой, но качество полученной поверхности будет неудовлетворительным. Гораздо удобнее и практичнее приобрести специальные ножницы для этих целей.
Перчатки для защиты рук – выбирайте толстые, плохо проводящие тепло. Это защитит вас от ожога.
Шейвер. Приспособление убирает внешний алюминиевый слой при работе с армированными трубами. Инструмент может и не пригодиться, зависит от вида материала
Торцеватель. Устройство предназначено для удаления части внутреннего армирования. Это необходимо, чтобы избежать попадания воды между слоями трубы.
Средство для обезжиривания. Необходимо для очистки трубы от загрязнений и жира. Можно применять этиловый или изопропиловый спирт. Использовать ацетон не рекомендуется, он может размягчать поливинилхлорид.
Проведение работ

Перед проведением работ необходимо подготовьте рабочую поверхность – отмерьте и отрежьте трубы, снимите фольгированное армирование, очистьте трубу от грязи и обезжирьте. Далее придерживайтесь нашей инструкции.
-
Соберите паяльник, нагрейте его до 2700С.
-
Наденьте трубу на металлическую муфту, а соединяющую деталь – на дорн паяльника. При этом пластик нагреется и станет мягким.
-
Снимите соединяющую деталь и трубу с нагревателя.
-
Не теряя времени соедините элементы друг с другом, прилагая незначительное усилие.
-
Следите, чтобы была соблюдена соосность и не допускайте искривлений.
В большинстве случаев диаметр трубы больше диаметра муфты или фитинга. При нагревании и последующем соединении образуется валик из расплавленного полипропилена, который и закрывает швы.
Старайтесь не передержать детали на нагревательных элементах паяльника. Оптимальное время для различных этапов монтажа указано в таблице.
|
Диаметр (мм) |
16 |
20 |
25 |
32 |
40 |
50 |
63 |
|
Нагревание (с) |
5 |
5 |
7 |
8 |
12 |
12 |
24 |
|
Перестановка (с) |
4 |
4 |
4 |
6 |
6 |
6 |
8 |
|
Скрепление (с) |
6 |
6 |
10 |
10 |
20 |
20 |
30 |
|
Время полного остывания (мин) |
2 |
2 |
2 |
4 |
4 |
4 |
6 |
При работе учитывайте следующие моменты:
-
Если деталь невозможно одеть на насадку – повысьте температуру на 5-150С.
-
При работе на открытом воздухе в мороз увеличьте время нагрева.
-
Не допускайте проворачивания деталей относительно друг друга.
Правильный и качественный шов не оплывает внутрь, если у вас это случилось – уменьшите время нагрева. Если же детали не налезли друг на друга – значит, вы недостаточно их нагрели. Необходимо увеличить время нагрева.
Заключительные советы

Вот несколько полезных советов, которые помогут вам в работе:
-
Проводите работы только в проветриваемых помещениях. Он нагрева пластик выделяет вещества, если ими дышать, то у вас может заболеть голова.
-
Нарисуете план будущей конструкции, это облегчит дальнейшую работу.
-
Не забывайте тщательно очищать свариваемые поверхности.
-
Полностью удаляйте металлическое усиление в месте пайки. Даже маленький кусочек на месте шва может стать причиной его повреждения.
-
После того, как сварочный аппарат нагреется до нужной температуры – отключите одну спираль. Эта нехитрая мера поможет продлить срок службы устройства.
Старайтесь не проводить пайку полипропиленовых труб в спешке. Четырех-шести секунд вполне достаточно, чтобы спокойно снять детали с нагревательных элементов и совместить их согласно инструкции.